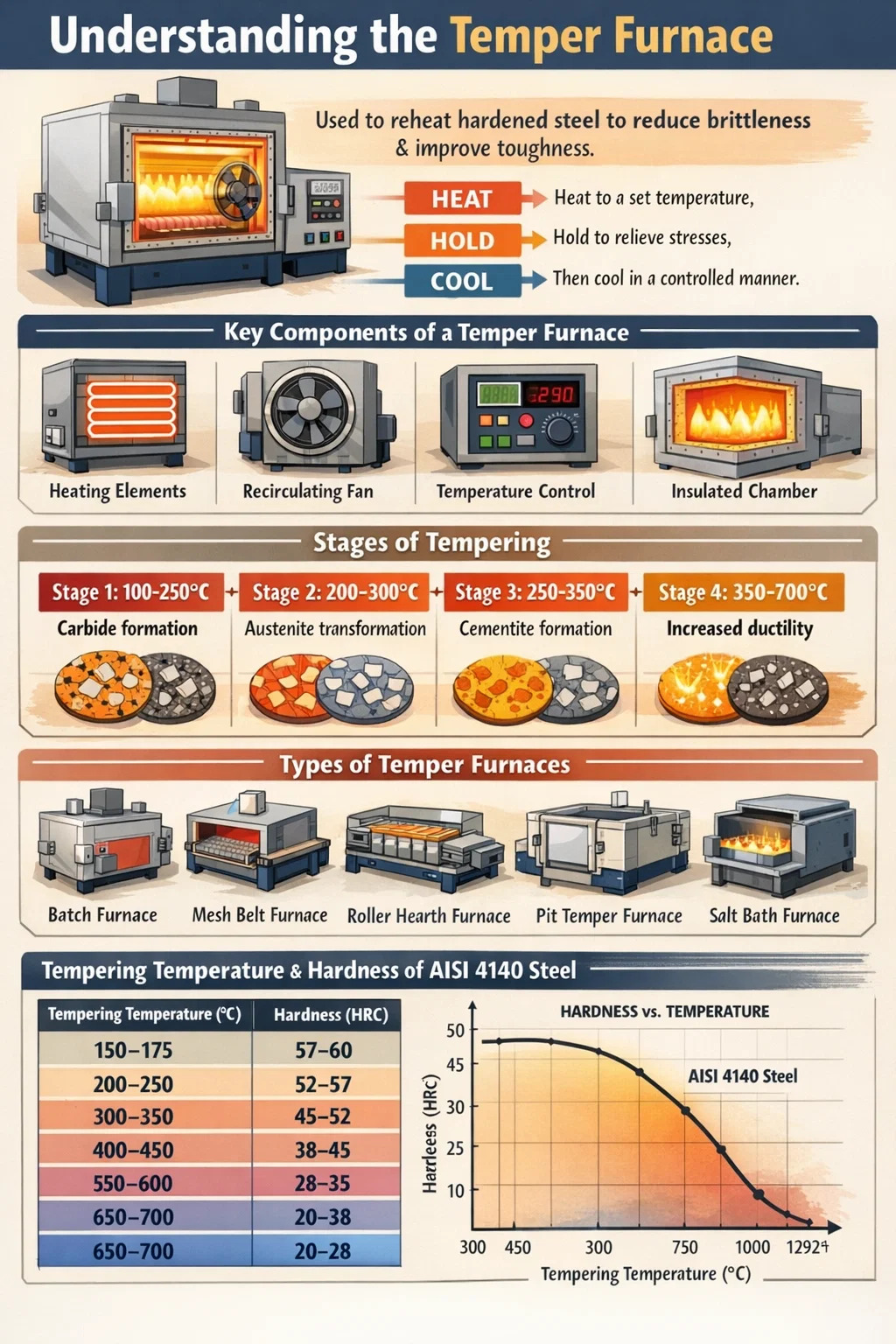
A relau temper ialah sejenis relau rawatan haba industri yang direka khusus untuk melaksanakan proses pembajaan pada logam — keluli yang paling biasa dikeraskan. Fungsi terasnya ialah untuk memanaskan semula komponen logam yang telah dipadamkan atau dikeraskan sebelum ini kepada suhu di bawah takat kritikalnya yang lebih rendah, menahannya pada suhu tersebut untuk tempoh terkawal, dan kemudian membenarkannya menyejuk dengan cara yang terkawal. Proses ini melegakan tekanan dalaman, mengurangkan kerapuhan, dan meningkatkan keliatan tanpa mengorbankan kekerasan dengan ketara.
Secara jelas: selepas keluli dikeraskan, ia menjadi sangat keras tetapi juga rapuh yang berbahaya. Relau temper ialah alat yang membetulkan ketidakseimbangan ini. Ia mengubah bahagian yang rapuh, beban tekanan kepada komponen dengan gabungan kekerasan dan kemuluran yang ditentukur dengan teliti — sesuai untuk beban mekanikal dunia sebenar.
Relau temper digunakan secara meluas merentasi industri automotif, aeroangkasa, perkakas, galas dan pembuatan spring. Mereka memproses segala-galanya daripada alat pemotong dan gear kepada komponen struktur dan instrumen pembedahan. Julat suhu operasi relau suhu biasa ialah 150°C hingga 700°C (302°F hingga 1292°F) , bergantung pada bahan dan sifat mekanikal sasaran.
Prinsip kerja relau temper adalah berasaskan metalurgi haba terkawal. Apabila keluli dipadamkan selepas austenitizing, ia berubah menjadi martensit - struktur kristal tetragon berpusatkan badan super tepu yang sangat keras tetapi sangat tertekan dan rapuh. Pembajaan, yang dijalankan di dalam relau pembajaan, mencetuskan satu siri transformasi fasa terkawal resapan dalam martensit yang secara beransur-ansur mengurangkan tekanan dan memulihkan kemuluran.
Proses ini mengikuti urutan kejadian fizikal dan metalurgi yang jelas:
Perubahan metalurgi semasa pembajaan boleh dipecahkan kepada empat peringkat berbeza berdasarkan suhu:
Relau temper mesti mengekalkan kawalan suhu yang ketat sepanjang semua peringkat ini. Sistem moden mencapai keseragaman dalam ±3°C hingga ±5°C merentasi zon kerja, yang penting untuk prestasi bahagian yang konsisten.
Memahami reka bentuk relau temper membantu menjelaskan mengapa ia mencapai hasil metalurgi yang konsisten dan berulang. Komponen utama berfungsi bersama untuk menyampaikan haba yang seragam, suasana terkawal, dan pengukuran suhu yang boleh dipercayai.
Relau temper menggunakan sama ada elemen pemanas rintangan elektrik atau penunu api gas. Sistem elektrik — selalunya menggunakan unsur nichrome, Kanthal atau silikon karbida — menawarkan operasi yang lebih bersih dan kawalan yang lebih tepat. Sistem yang menggunakan gas menawarkan kos operasi yang lebih rendah untuk pengeluaran volum tinggi. Sistem pemanasan bersaiz untuk memenuhi beban terma cas (biasanya dinyatakan dalam kW atau BTU/jam).
Ruang relau dilapisi dengan bata tahan api atau penebat gentian seramik. Modul gentian seramik semakin disukai kerana mereka mempunyai jisim haba yang lebih rendah , bermakna masa pemanasan lebih cepat dan penggunaan tenaga yang lebih rendah. Ruang berpenebat baik mengurangkan kehilangan haba dan menstabilkan taburan suhu.
Pengaliran semula udara panas paksa adalah salah satu ciri yang paling penting dalam relau temperamen moden. Kipas berkelajuan tinggi mengedarkan udara panas merentasi bahan kerja, menghapuskan stratifikasi suhu. Tanpa peredaran semula, bahagian atas relau yang dimuatkan boleh menjadi 30–50°C lebih panas daripada bahagian bawah. Sistem kipas peredaran semula membawa keseragaman suhu dalam ±5°C atau lebih baik merentasi keseluruhan beban.
Termokopel (biasanya Jenis K atau Jenis N) memantau suhu pada berbilang titik dalam relau. Pengawal PID (Proportional-Integral-Derivative) atau pengawal logik boleh atur cara (PLC) menguruskan elemen pemanasan berdasarkan maklum balas termokopel. Sistem mewah menggabungkan pembalak data yang merekodkan setiap kitaran untuk kebolehkesanan — keperluan dalam aeroangkasa (AMS 2750) dan piawaian rawatan haba automotif.
Bergantung pada keperluan aplikasi, relau temper boleh beroperasi dalam udara, nitrogen, atau atmosfera endotermik pelindung. Kawalan atmosfera menghalang pengoksidaan permukaan dan penyahkarbonan semasa pembajaan, terutamanya penting untuk komponen keluli alat ketepatan dan gelang galas.
Bahagian boleh dimuatkan secara manual pada dulang, atau secara automatik melalui penghantar, perapian penggelek atau sistem penolak. Relau pembajaan kelompok mengendalikan beban individu, manakala relau pembajaan berterusan — seperti perapian penggelek atau relau pembajaan tali pinggang mesh — memproses bahagian dalam aliran yang stabil, sesuai untuk operasi volum tinggi seperti pengikat, spring atau pengeluaran galas.
Relau suhu datang dalam beberapa konfigurasi, setiap satu sesuai dengan volum pengeluaran yang berbeza, geometri bahagian dan keperluan proses. Memilih jenis yang betul secara langsung memberi kesan kepada kecekapan tenaga, daya pemprosesan dan keseragaman suhu.
| Jenis Relau | Mod Operasi | Julat Suhu Biasa | Paling Sesuai Untuk |
|---|---|---|---|
| Relau Temper Kotak / Kelompok | Kumpulan | 150–700°C | Perkakas, dies, jenis bahagian bercampur |
| Pit / Relau Suhu Menegak | Kumpulan | 150–650°C | Aci panjang, palang, rod |
| Relau Suhu Tali Pinggang Mesh | Berterusan | 150–500°C | Bahagian kecil: pengikat, galas, spring |
| Relau Perapian Roller | Berterusan | 200–700°C | Bahagian rata yang besar, setem automotif |
| Relau Suhu Bawah Kereta | Kumpulan | 200–700°C | Penempaan berat, komponen perindustrian yang besar |
| Relau Mandi Garam | Kumpulan | 150–600°C | Pembajaan yang cepat dan seragam bagi bahagian ketepatan |
Antaranya, yang relau temper tali pinggang mesh adalah yang paling lazim dalam persekitaran pengeluaran besar-besaran. Talian relau tali pinggang mesh tunggal boleh memproses ratusan kilogram bahagian sejam, menjadikannya tulang belakang operasi rawatan haba galas dan pengikat di seluruh dunia.
Pembolehubah tunggal yang paling berpengaruh dalam proses pembajaan ialah suhu. Di dalam relau temper, suhu yang dipilih secara langsung menentukan pertukaran antara kekerasan dan keliatan. Apabila suhu pembajaan meningkat, kekerasan berkurangan dan keliatan meningkat — tetapi hubungannya tidak linear dan banyak bergantung pada komposisi aloi.
Untuk keluli karbon sederhana biasa seperti AISI 4140, berikut ialah cara suhu pembajaan mempengaruhi kekerasan Rockwell (HRC) selepas pelindapkejutan minyak:
| Suhu Pembajaan (°C) | Kekerasan (HRC) | Aplikasi Biasa |
|---|---|---|
| 150–175 | 57–60 | Alat pemotong, pakai permukaan |
| 200–250 | 52–57 | Galas, sesendal |
| 300–350 | 45–52 | Mata air, alatan tangan |
| 400–450 | 38–45 | Gear, aci, rod penyambung |
| 550–600 | 28–35 | Komponen struktur, bekas tekanan |
| 650–700 | 20–28 | Penempaan keliatan tinggi, jentera berat |
Satu fenomena penting yang perlu diketahui ialah kemerosotan perangai — pengurangan keliatan hentaman yang berlaku apabila keluli aloi tertentu dibaja dalam julat 250–400°C (julat kerapuhan biru) atau disejukkan secara perlahan melalui 375–575°C. Relau temper yang digunakan untuk keluli aloi sering diprogramkan untuk mengelakkan julat suhu ini atau menyejukkan dengan cepat melaluinya untuk mengelakkan kerosakkan. Inilah sebabnya mengapa pengaturcaraan relau yang tepat penting — bukan sahaja mencapai suhu sasaran, tetapi menguruskan kadar dan laluan perubahan suhu.
Relau temper hadir dalam hampir setiap sektor yang bergantung pada bahagian keluli yang dikeraskan. Proses pembajaan bukan pilihan untuk kebanyakan komponen kejuruteraan — ia merupakan langkah wajib yang membuat perbezaan antara bahagian yang berfungsi dengan baik dalam perkhidmatan dan bahagian yang patah akibat beban.
Sektor automotif adalah antara pengguna terbesar kapasiti pembajaan di seluruh dunia. Gear, aci engkol, aci sesondol, rod penyambung, aci gandar, spring injap, dan komponen penghantaran semuanya melalui relau temper sebagai sebahagian daripada laluan pengeluarannya. Sebuah kereta penumpang moden mengandungi beratus-ratus bahagian keluli yang dirawat haba, dan kebanyakannya memerlukan pembajaan untuk mencapai keseimbangan kekuatan keletihan dan rintangan hentaman yang betul. Tali pinggang mesh berterusan atau relau perapian penggelek yang beroperasi 24 jam sehari adalah peralatan standard dalam kilang pembekal automotif volum tinggi.
Gelang galas dan elemen gelek memerlukan pembajaan yang sangat tepat, biasanya dalam julat 150–180°C , untuk mencapai kekerasan sasaran 58–64 HRC sambil menghapuskan austenit yang tertahan dan memastikan kestabilan dimensi. Malah sisihan 10°C daripada suhu pembajaan yang ditentukan boleh menyebabkan kekerasan jatuh di luar toleransi. Inilah sebabnya mengapa pengeluar galas melabur banyak dalam kelayakan relau dan sistem relau temper patuh AMS 2750 / CQI-9.
Alat pemotong keluli berkelajuan tinggi (HSS) biasanya dibajakan 540–560°C — proses yang dipanggil pembajaan pengerasan sekunder — dilakukan dua atau tiga kali untuk menukar austenit tertahan dan membangunkan karbida sekunder yang memberikan kekerasan merah. Keluli alat kerja sejuk seperti keluli mati kerja panas D2 atau H13 dibaja pada julat suhu yang berbeza untuk mengoptimumkan sifat perkhidmatan khusus mereka. Relau suhu kelompok kotak adalah pilihan yang paling biasa untuk kedai alat dan mati kerana fleksibilitinya dalam mengendalikan saiz bahagian yang berbeza-beza.
Komponen gear pendaratan, pengikat, rangka struktur dan bahagian enjin semuanya memerlukan pembajaan di bawah keadaan terkawal ketat. Pembajaan aeroangkasa mesti mematuhi spesifikasi AMS 2759, yang mentakrifkan julat suhu yang dibenarkan, masa tahan, kedudukan termokopel dan keperluan rakaman. Relau temper yang digunakan dalam aeroangkasa biasanya menampilkan berbilang termokopel, sistem kawalan berlebihan dan rakaman kitaran automatik sepenuhnya dengan kebolehkesanan digital.
Spring injap, spring ampaian, dan spring industri dibaja pada anggaran 380–450°C untuk mengoptimumkan had keanjalan dan hayat keletihan mereka. Relau pemarah tali pinggang mesh berterusan sesuai di sini kerana wayar spring atau spring gegelung boleh mengalir melalui dalam kuantiti yang banyak. Pembajaan yang betul meningkatkan kekuatan kelesuan dengan mengendurkan tegasan sisa yang diperkenalkan semasa proses penggulingan dan pukulan.
Ketiga-tiga jenis relau ini semuanya digunakan untuk rawatan haba, tetapi ia berfungsi untuk tujuan metalurgi yang pada asasnya berbeza. Mengelirukan mereka membawa kepada ralat proses yang ketara dan bahagian yang dibuang.
Perbezaan utama ialah relau temper sentiasa digunakan selepas pengerasan, sebagai langkah pembetulan. Penyepuhlindapan dan penormalan biasanya dilakukan sebelum ini pengerasan akhir, sebagai langkah persediaan. Julat suhu operasi juga berbeza dengan ketara: pembajaan kekal di bawah 700°C, manakala penyepuhlindapan dan penormalan selalunya beroperasi melebihi 800–950°C.
Membuat pembajaan dengan betul memerlukan lebih daripada sekadar menetapkan dail. Beberapa parameter berinteraksi mesti diuruskan secara serentak untuk mencapai hasil yang diinginkan secara konsisten.
Tinjauan keseragaman suhu (TUS) — seperti yang dikehendaki oleh AMS 2750 dan piawaian yang serupa — ukur taburan suhu sebenar merentas zon kerja relau menggunakan berbilang termokopel yang ditentukur. Relau dikelaskan kepada kelas ketepatan berdasarkan keseragamannya: Kelas 2 (±6°C) and Kelas 3 (±8°C) adalah biasa untuk bahagian ketepatan, manakala Kelas 5 (±14°C) mungkin boleh diterima untuk aplikasi yang kurang kritikal. Keseragaman suhu yang tidak mencukupi adalah salah satu punca utama lot rawatan haba ditolak.
Masa rendam dikira berdasarkan ketebalan bahagian — peraturan biasa ialah 1 jam setiap inci (25 mm) keratan rentas , dengan sekurang-kurangnya 1 jam. Masa rendam yang tidak mencukupi meninggalkan tekanan sisa dalam teras bahagian tebal. Masa rendam yang berlebihan pada suhu melebihi 500°C untuk keluli aloi tertentu berisiko mengalami kerosakkan atau pertumbuhan bijirin. Kedua-dua ekstrem merendahkan prestasi.
Melebihkan relau pemarah atau menyusun bahagian dengan ketat menghalang aliran udara dan mencipta kecerunan suhu dalam beban. Bahagian hendaklah disusun untuk membolehkan peredaran udara yang mencukupi. Lekapan bakul atau dulang sering digunakan untuk mengekalkan pemisahan antara bahagian. Dalam relau berterusan, ketumpatan pemuatan tali pinggang (kg/m²) ialah parameter proses kritikal.
Untuk bahagian yang integriti permukaan adalah kritikal — seperti gear ketepatan atau perlumbaan bearing — suasana neutral atau sedikit mengurangkan menghalang pengoksidaan dan penyahkarbonan semasa pembajaan. Atmosfera nitrogen atau nitrogen-methanol biasanya digunakan dalam relau temper terkawal atmosfera. Bahagian yang dibaja di udara terbuka pada suhu tinggi boleh membentuk lapisan oksida permukaan yang mesti dikeluarkan dengan letupan tembakan atau jatuh, menambah kos dan masa kitaran.
Bagi kebanyakan keluli karbon biasa dan keluli aloi rendah, kadar penyejukan selepas pembajaan mempunyai kesan minimum pada sifat akhir. Walau bagaimanapun, bagi keluli aloi tertentu — terutamanya yang mengandungi Mn, Cr, Ni atau P — penyejukan perlahan melalui 375–575°C menyebabkan kerosakkan suhu, penurunan keliatan takuk yang dramatik. Keluli ini mestilah air atau minyak dipadamkan selepas pembajaan untuk memintas julat ini dengan cepat.
Kos tenaga mewakili sebahagian besar daripada perbelanjaan operasi di mana-mana kemudahan rawatan haba. Reka bentuk relau temper moden menggabungkan pelbagai strategi untuk mengurangkan penggunaan tenaga tanpa menjejaskan prestasi metalurgi.
Beberapa sistem relau temper berterusan termaju kini mencapai penggunaan tenaga khusus di bawah 0.15 kWj setiap kilogram keluli diproses — peningkatan ketara berbanding reka bentuk lama yang menggunakan 0.25–0.35 kWj/kg.
Walaupun dengan relau temper yang direka dengan betul, ralat proses boleh menyebabkan kecacatan yang menjejaskan prestasi bahagian. Memahami kecacatan ini dan puncanya membantu pengendali menyediakan dan mengekalkan proses pembajaannya dengan betul.

TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
See Details
TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
See Details
TK12120 TK-12120 12AXES CNC Spring Coiling Machine ...
See Details
TK-6160 TK-6160 CNC Spring Rolling Machine ...
See Details
TK-6120 TK-6120 CNC Spring Rolling Machine ...
See Details
TK-5200 TK-5200 5AXES CNC Spring Coiling Machine ...
See Details
TK-5160 TK-5160 5AXES CNC Spring Coiling Machine ...
See Details
TK-5120 TK-5120 5AXES CNC Spring Coiling Machine ...
See DetailsKod QR mudah alih

 Language
Language  中文简体
中文简体

