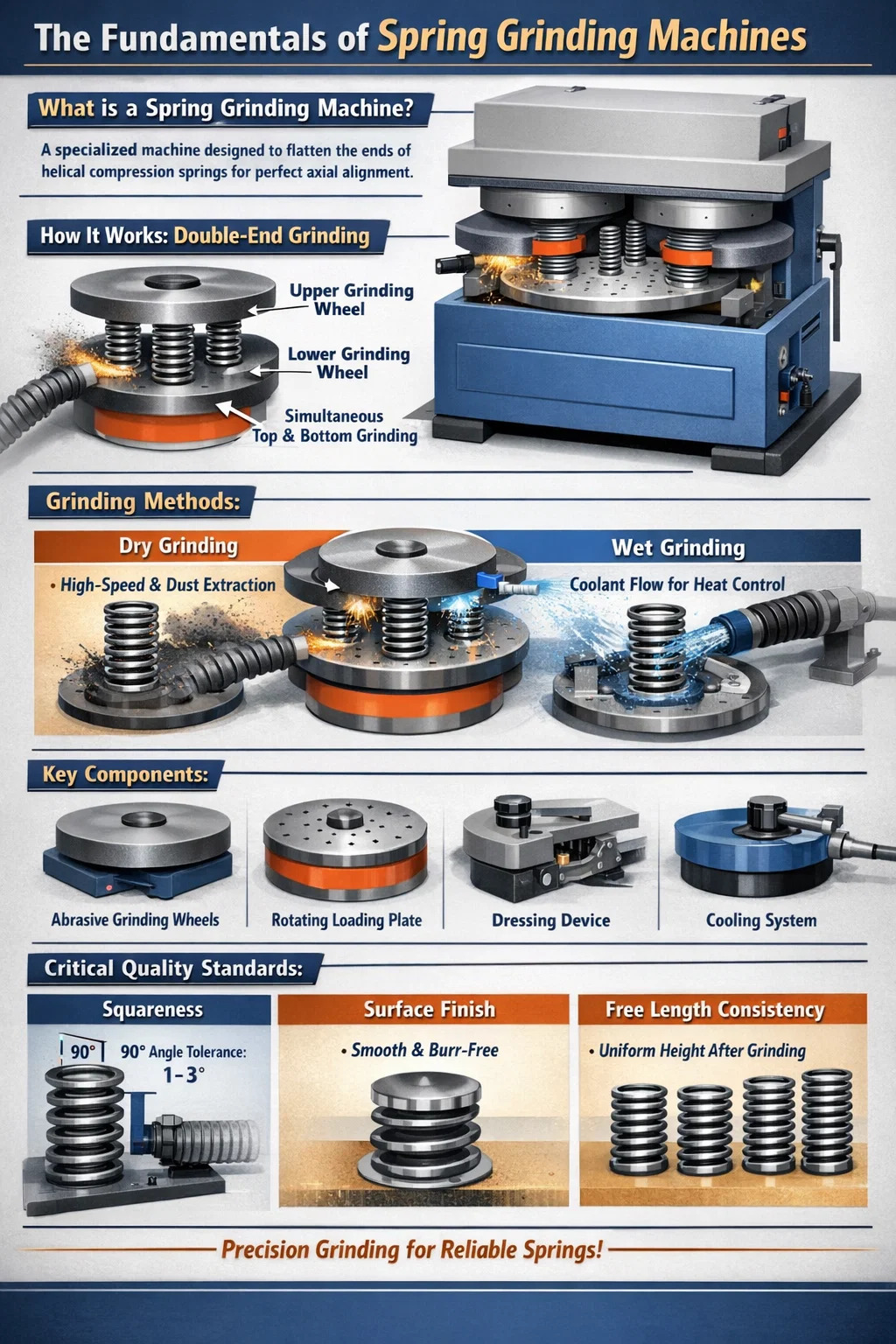
A mesin pengisar spring ialah alat pelelas industri khusus yang direka khusus untuk meratakan hujung mata air mampatan heliks. Dalam dunia pembuatan, mata air yang keluar dari mesin gegelung selalunya mempunyai hujung "terbuka" atau tidak rata. Tanpa pengisaran, mata air ini tidak boleh berdiri menegak dengan sempurna atau mengagihkan berat secara sama rata apabila dimampatkan. The mesin pengisar spring mengeluarkan bahan berlebihan dari gegelung atas dan bawah untuk mencipta permukaan yang rata dan berserenjang.
Dengan mengkuadratkan hujung, mesin memastikan bahawa musim bunga mencapai paksi beban maksimum dan kestabilan. Proses ini penting untuk aplikasi berprestasi tinggi seperti spring injap automotif, spring penyuntik bahan api, dan komponen jentera industri tugas berat di mana sisihan genap 0.5 darjah dalam menegak boleh membawa kepada kegagalan mekanikal atau haus tidak sekata.
Prinsip kerja asas a mesin pengisar spring melibatkan gerakan relatif antara spring dan dua roda pelelas berputar berkelajuan tinggi. Kebanyakan mesin moden menggunakan a pengisaran dua hujung pendekatan, bermakna kedua-dua bahagian atas dan bawah mata air diproses secara serentak.
Spring dimuatkan ke dalam peranti berputar bulat yang dikenali sebagai plat memuatkan atau cakera suapan. Plat ini mengandungi berbilang lubang atau lekapan yang direka untuk memegang spring dengan selamat dalam kedudukan menegak. Semasa plat pemuatan berputar, ia membawa mata air ke dalam zon pengisaran yang terletak di antara roda pengisar atas dan bawah.
Roda pengisar diletakkan pada jarak tertentu antara satu sama lain, sepadan dengan panjang bebas akhir musim bunga yang dikehendaki. Apabila spring melepasi antara roda berputar, permukaan yang melelas mencukur hujung wayar pada kedua-dua hujungnya. Geseran menjana haba yang ketara, jadi kelajuan plat pemuatan dan kersik roda mesti ditentukur dengan sempurna untuk mengelakkan kerosakan haba atau "pembakaran" keluli spring.
Sesetengah mesin menggunakan kaedah "laluan" di mana spring bergerak secara berterusan melalui roda, manakala yang lain menggunakan kaedah "dalam suapan". Dalam sistem suapan, roda bergerak secara menegak ke arah mata air manakala plat pemuatan kekal dalam kedudukan tetap, membolehkan kawalan yang sangat tepat ke atas tekanan pengisaran dan kadar penyingkiran bahan.
Kecekapan mesin pengisar spring bergantung pada beberapa komponen haus tinggi yang mesti mengendalikan tekanan mekanikal dan haba yang sengit.
| Komponen | Fungsi dan Bahan | Spesifikasi Biasa |
|---|---|---|
| Roda Pengisar | Cakera kasar (Aluminium Oxide atau Silicon Carbide) yang memotong logam. | Diameter: 300mm - 900mm |
| Memuatkan Plat | Cakera keluli berputar yang membawa spring melalui mesin. | Kawalan Kelajuan Boleh Ubah |
| Peranti Berpakaian | Mengembalikan kerataan dan ketajaman roda pengisar. | Pemotong berujung berlian atau keluli |
| Sistem Penyejukan | Menggunakan kabus udara atau air/minyak untuk menghilangkan haba dari mata air. | Muncung tekanan tinggi |
Bergantung pada bahan spring dan ketepatan yang diperlukan, jurutera memilih antara dua kaedah utama operasi untuk mesin pengisar spring .
Pengisaran kering adalah kaedah yang paling biasa untuk spring keluli karbon standard. Ia bergantung pada volum tinggi sistem pengekstrakan habuk untuk mengeluarkan pencukur logam dan zarah kasar. Walaupun cekap untuk pengeluaran berkelajuan tinggi, pengisaran kering boleh menyebabkan pengumpulan haba yang berlebihan jika kadar suapan terlalu agresif, berpotensi mengubah pembajaan spring.
Pengisaran basah melibatkan penggunaan berterusan penyejuk (minyak larut air atau cecair sintetik) terus ke antara muka pengisaran. Kaedah ini digunakan untuk keluli tahan karat atau aloi sensitif haba. Bahan penyejuk menghalang wayar daripada mencapai suhu kritikal, memastikan kemasan permukaan yang lebih licin, dan memanjangkan hayat roda pengisar.
A mesin pengisar spring mesti diselenggara dengan teliti untuk memastikan kualiti produk akhir. Pengilang memberi tumpuan kepada tiga metrik utama semasa proses pengisaran:
Lama kelamaan, roda pengisar a mesin pengisar spring menjadi "tersumbat" dengan zarah logam atau kehilangan profil rata yang sempurna. Fenomena ini dikenali sebagai "kaca." Untuk menyelesaikannya, mesin dilengkapi dengan a unit persalinan . Unit ini menggunakan bahan yang lebih keras untuk mengikis lapisan nipis roda, mendedahkan butiran kasar yang segar dan memastikan muka roda kekal selari dengan plat pemuatan. Pembalut biasa ialah perbezaan antara spring berkualiti tinggi dan spring yang ditolak semasa pemeriksaan.

TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK12120 TK-12120 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-6160 TK-6160 CNC Spring Rolling Machine ...
Lihat Butiran
TK-6120 TK-6120 CNC Spring Rolling Machine ...
Lihat Butiran
TK-5200 TK-5200 5AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-5160 TK-5160 5AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-5120 TK-5120 5AXES CNC Spring Coiling Machine ...
Lihat ButiranKod QR Mudah Alih

 Bahasa
Bahasa 

