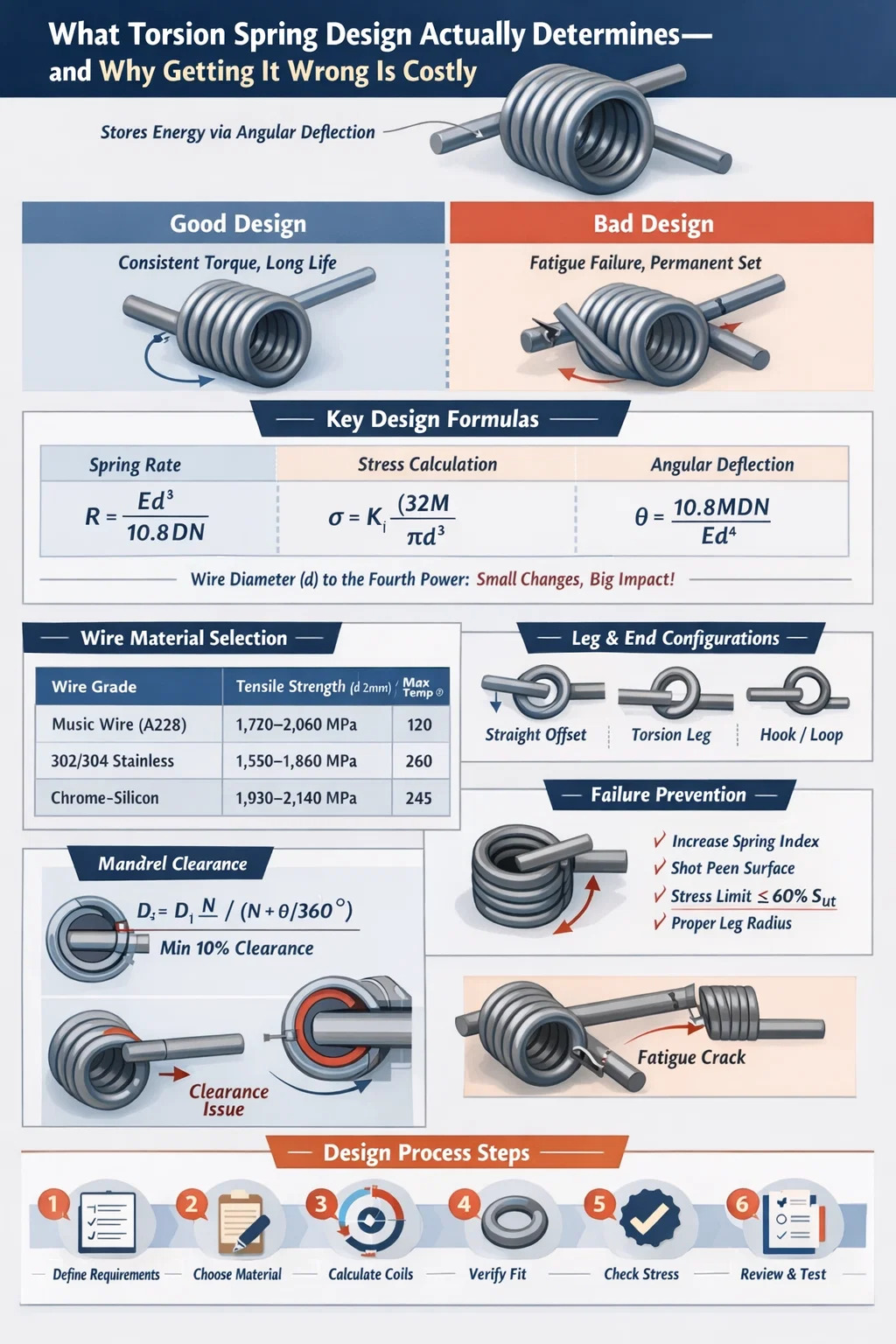
Reka bentuk spring kilasan ialah proses menentukan geometri, bahan, ciri beban, dan toleransi pembuatan spring yang menyimpan tenaga melalui pesongan sudut dan bukannya mampatan atau lanjutan linear. Dapatkan reka bentuk yang betul, dan musim bunga memberikan tork yang konsisten merentasi beribu-ribu — atau berjuta-juta — kitaran. Silap-silap, dan anda menghadapi kegagalan keletihan pramatang, set kekal atau keluk tork yang tidak dapat diramalkan yang merosakkan mekanisme hiliran.
Output reka bentuk yang paling kritikal ialah kadar spring (tork setiap darjah putaran) , biasanya dinyatakan dalam N·mm/° atau lb·in/°. Setiap parameter lain — diameter wayar, diameter gegelung, bilangan gegelung aktif, geometri kaki, konfigurasi hujung — suapan ke dalam nombor itu. Mesin spring kilasan hanya boleh menghasilkan apa yang ditentukan oleh reka bentuk, jadi ketepatan dalam fasa reka bentuk menghapuskan kerja semula yang mahal di tingkat pengeluaran.
Artikel ini membincangkan proses reka bentuk penuh: daripada persamaan asas dan pemilihan bahan kepada kekangan pembuatan yang dikenakan oleh mesin spring kilasan, mod kegagalan biasa dan strategi toleransi praktikal yang digunakan dalam pengeluaran volum tinggi.
Reka bentuk spring kilasan bergantung pada satu set persamaan mekanikal yang mantap. Memahami mereka bukan pilihan — mereka menentukan sama ada spring anda bertahan dalam hayat operasinya atau gagal dalam beberapa ribu kitaran pertama.
Kadar spring sudut R dikira sebagai:
R = Ed⁴ / (10.8 D N)
Di mana E ialah modulus keanjalan (MPa), d ialah diameter wayar (mm), D ialah diameter gegelung min (mm), dan N ialah bilangan gegelung aktif. Untuk dawai keluli karbon yang ditarik keras, E ≈ 196,500 MPa; untuk keluli tahan karat 302/304, E ≈ 193,000 MPa; untuk silikon krom (SAE 9254), E ≈ 201,000 MPa.
Perhatikan bahawa diameter wayar kelihatan pada kuasa keempat. Meningkatkan d dengan hanya 10% meningkatkan kadar spring kira-kira 46%. Inilah sebabnya mengapa diameter wayar ialah pembolehubah paling sensitif dalam mana-mana reka bentuk spring kilasan — sisihan toleransi yang kecil mempunyai kesan yang terlalu besar pada kadar spring akhir.
Tegasan lentur dalam wayar spring kilasan ialah:
σ = K_i × (32M) / (πd³)
Di mana M ialah momen yang dikenakan (N·mm), d ialah diameter wayar, dan K_i ialah faktor pembetulan tegasan gentian dalam (juga dipanggil faktor Wahl untuk spring kilasan). K_i menyumbang kesan kelengkungan dan ditakrifkan sebagai:
K_i = (4C² - C - 1) / (4C(C - 1))
Di mana C ialah indeks spring = D/d. Untuk indeks spring 6 (nilai sepunya), K_i ≈ 1.24. Untuk gegelung ketat dengan C = 4, K_i meningkat kepada kira-kira 1.40. Ini bermakna spring bergelung ketat melihat tekanan 13% lebih tinggi pada gentian dalam untuk momen yang sama - perbezaan yang bermakna apabila hayat keletihan adalah kekangan reka bentuk.
Jumlah pesongan sudut θ (dalam darjah) ialah:
θ = 10.8 M D N / (E d⁴)
Persamaan ini adalah songsang formula kadar spring. Ia memberitahu anda berapa banyak putaran spring untuk tork yang digunakan. Dalam aplikasi seperti engsel pintu automotif atau pengawal selia tingkap, mengetahui sudut pesongan yang tepat pada setiap aras tork adalah penting untuk pembungkusan mekanisme.
Satu ciri unik untuk spring kilasan: diameter gegelung berubah apabila spring bertiup atau dilepaskan. Apabila digulung dalam arah penutupan (gegelung mengetatkan), diameter purata berkurangan. Purata diameter baru D₂ ialah:
D₂ = D₁ N / (N θ/360°)
Untuk spring dengan 8 gegelung aktif berputar 90°, D₂ = D₁ × 8 / 8.25 = 0.970 × D₁ — pengurangan sebanyak 3%. Jika spring beroperasi di atas mandrel, pereka bentuk mesti mengesahkan bahawa D₂ masih memberikan kelegaan yang mencukupi; gangguan pada pesongan maksimum menyebabkan pancang tork bencana dan kegagalan pramatang. Amalan reka bentuk standard adalah untuk mengekalkan sekurang-kurangnya Kelegaan 10% antara diameter gegelung dalam terpesong dan diameter luar mandrel .
Pilihan bahan tidak dapat dipisahkan daripada reka bentuk spring kilasan. Wayar mesti memberikan kekuatan tegangan, had ketahanan dan rintangan kakisan yang diperlukan merentasi julat suhu operasi, sambil kekal serasi dengan keupayaan membentuk mesin spring kilasan.
| Gred Kawat | Kekuatan Tegangan (d=2mm) | Suhu Maks (°C) | Penggunaan Biasa |
|---|---|---|---|
| Lukisan keras (ASTM A227) | 1,380–1,650 MPa | 120 | Tujuan umum, beban statik |
| Wayar muzik (ASTM A228) | 1,720–2,060 MPa | 120 | Keletihan kitaran tinggi, ketepatan |
| 302/304 Tahan Karat (ASTM A313) | 1,550–1,860 MPa | 260 | Persekitaran yang menghakis |
| 316 Tahan Karat (ASTM A313) | 1,480–1,790 MPa | 315 | Marin, pendedahan kimia |
| Silikon Chrome (SAE 9254) | 1,930–2,140 MPa | 245 | Tekanan tinggi, suhu tinggi |
| Inconel 718 | 1,240–1,380 MPa | 600 | Aeroangkasa, turbin gas |
Untuk kebanyakan aplikasi industri — engsel pintu, selak, retraktor dan penyambung elektrik — wayar muzik (ASTM A228) ialah pilihan lalai . Kekuatan tegangannya yang tinggi dan kualiti permukaan yang konsisten menyokong hayat keletihan melebihi 500,000 kitaran pada tahap tegasan sehingga 70% daripada kekuatan tegangan muktamad. Wayar yang ditarik keras berharga 10–15% kurang tetapi mempunyai kemasan permukaan yang lebih kasar dan lebih banyak kebolehubahan kekuatan tegangan, menjadikannya lebih sesuai untuk aplikasi statik atau kitaran rendah.
Wayar silikon krom, walaupun lebih mahal, adalah pilihan standard untuk spring injap automotif dan spring balik brek di mana suhu operasi mencapai 200–240°C dan kelonggaran tekanan mesti diminimumkan. Ia juga lebih menuntut untuk mesin spring kilasan kerana kekerasannya yang lebih tinggi mempercepatkan haus alatan — faktor yang perlu dibincangkan dengan pengilang semasa semakan reka bentuk.
Fosfor gangsa dan tembaga berilium muncul dalam mata air penyambung elektrik di mana kekonduksian penting bersama prestasi mekanikal. Tembaga berilium khususnya, walaupun mahal, mencapai kekuatan tegangan yang menghampiri 1,400 MPa dan mengekalkan rintangan set yang sangat baik, menjadikannya sesuai untuk instrumen ketepatan dengan toleransi tork yang ketat sepanjang hayat perkhidmatan yang dilanjutkan.
Konfigurasi akhir spring kilasan — cara kaki dibentuk, tempat mereka menghubungi bahagian mengawan, dan geometri apa yang mereka ikuti — secara langsung mempengaruhi tiga perkara: bilangan gegelung aktif yang berkesan, kepekatan tegasan pada persimpangan kaki-badan, dan apa yang boleh dibentuk oleh mesin spring kilasan secara realistik.
Bilangan berkesan gegelung aktif N_a termasuk sumbangan daripada kaki. Untuk kaki lurus, anggaran standard menambah L/(3πD) pada kiraan gegelung badan, dengan L ialah jumlah panjang kedua-dua kaki. Untuk spring dengan diameter gegelung min 20 mm dan dua kaki 30 mm, ini menambah lebih kurang 30/(3π×20) ≈ 0.16 gegelung — pembetulan kecil tetapi bukan remeh apabila toleransi kadar spring yang ketat (±5% atau lebih baik) diperlukan.
Mengabaikan pembetulan ini membawa kepada ralat kadar spring sistematik yang menjadi ketara semasa pemeriksaan artikel pertama, yang memerlukan pelarasan kiraan gegelung dan masa persediaan mesin spring kilasan tambahan CNC.
Mesin spring kilasan — khususnya mesin gegelung CNC dengan keupayaan spring kilasan — membentuk wayar dengan membengkokkannya di sekeliling mandrel gegelung sambil membentuk kaki dan ciri hujung secara serentak. Memahami perkara yang boleh dan tidak boleh dilakukan oleh mesin adalah penting pada peringkat reka bentuk, sebelum perkakas dipotong.
Mesin spring kilasan CNC standard mengendalikan diameter wayar dari kira-kira 0.10 mm hingga 16 mm, bergantung pada kelas mesin. Coiler CNC peringkat permulaan meliputi 0.3–3.5 mm; mesin industri berat mengendalikan wayar 3–16 mm. Indeks musim bunga (D/d) secara praktikalnya dikekang antara 4 dan 16 untuk kebanyakan larian pengeluaran:
Tempat manis untuk pengeluaran mesin spring kilasan ialah C = 6 hingga C = 12 , di mana daya pembentuk boleh diurus, haus alatan boleh diramal, dan toleransi dimensi boleh dicapai pada kelajuan pengeluaran yang tinggi.
Mesin pegas kilasan CNC moden — seperti daripada Wafios, Numalliance atau Simplex — beroperasi dengan 4 hingga 8 paksi terkawal. Keupayaan utama termasuk:
Sudut bebas — sudut antara dua kaki dalam keadaan tidak dimuatkan — ialah salah satu parameter yang paling mencabar untuk dikawal. Toleransi sudut bebas ±3° hingga ±5° ialah keupayaan pengeluaran standard; ±1° hingga ±2° boleh dicapai dengan mesin spring kilasan CNC premium dan kelayakan proses, tetapi pada kos yang lebih tinggi bagi setiap bahagian. Pereka bentuk harus menentukan toleransi yang paling ketat yang sebenarnya mereka perlukan, bukan yang paling ketat yang mereka fikirkan mungkin - toleransi sudut bebas yang terlalu menentukan boleh menggandakan atau tiga kali ganda kos bahagian tanpa meningkatkan fungsi produk.
Selepas terbentuk, mata air kilasan yang diperbuat daripada dawai pra-keras (dawai muzik, dilukis keras, tahan karat) menjalani pembakaran pelepasan tekanan suhu rendah - biasanya 175–230°C selama 20–30 minit. Ini mengurangkan tegasan sisa yang disebabkan semasa melingkar, menstabilkan sudut bebas dan mengurangkan set dalam perkhidmatan. Spring silikon krom dan krom-vanadium terbentuk daripada dawai sepuhlindap dan kemudian dipadamkan minyak dan dibaja kepada kekerasan akhir selepas bergelung, yang memberikan lebih kawalan ke atas sifat bahan tetapi memerlukan langkah proses tambahan pada talian mesin spring kilasan.
Shot peening, digunakan selepas rawatan haba, mendorong tegasan sisa mampatan pada permukaan wayar, meningkatkan had ketahanan keletihan sebanyak 20–30% untuk spring yang beroperasi dalam lenturan terbalik. Untuk spring kilasan dalam aplikasi kitaran tinggi (melebihi 500,000 kitaran), shot peening hampir selalu ditentukan walaupun menambah 15–25% kepada kos bahagian, kerana alternatif - kegagalan keletihan di lapangan - jauh lebih mahal.
Kegagalan keletihan adalah mod kegagalan yang dominan untuk spring kilasan di bawah beban kitaran. Ia bermula pada permukaan gegelung dalam (di mana tegasan lentur paling tinggi disebabkan kelengkungan) atau pada persimpangan kaki-badan (titik kepekatan tegasan). Meramalkan hayat keletihan memerlukan pemahaman amplitud tegasan dan tegasan min.
Kriteria Goodman Modified mengaitkan amplitud tegasan yang dibenarkan σ_a kepada min tegasan σ_m:
σ_a / S_e σ_m / S_ut = 1
Di mana S_e ialah had daya tahan dan S_ut ialah kekuatan tegangan muktamad. Untuk wayar muzik, S_e ≈ 0.45 × S_ut untuk spesimen yang digilap. Faktor pembetulan kemasan permukaan mengurangkan ini kepada kira-kira 0.35–0.38 × S_ut untuk wayar pengeluaran dengan kualiti permukaan standard.
Parabola Gerber kadangkala digunakan sebagai alternatif kepada garisan Goodman kerana ia sesuai dengan data keletihan spring empirikal dengan lebih dekat pada tahap tekanan min yang tinggi. Walau bagaimanapun, Goodman kekal lebih konservatif dan lebih disukai untuk aplikasi kritikal keselamatan.
Dalam reka bentuk spring kilasan praktikal, sasaran nisbah tegasan berikut memberikan prestasi keletihan yang boleh dipercayai:
Sasaran ini mesti dikira menggunakan formula diperbetulkan tekanan dengan faktor Wahl. Menggunakan persamaan tegasan lentur nominal tanpa pembetulan kelengkungan meremehkan tegasan wayar sebenar sebanyak 15–35% bergantung pada indeks spring — ralat yang berpotensi bencana dalam reka bentuk kitaran tinggi.
Mata air kilasan di bawah beban mampan boleh mempamerkan set kekal — perubahan kekal dalam sudut bebas dari semasa ke semasa disebabkan rayapan dalam bahan wayar. Set kekal bergantung kepada suhu dan menjadi ketara melebihi 100°C untuk wayar keluli karbon. Tekanan berterusan maksimum yang dibenarkan kepada had yang ditetapkan kepada kurang daripada 2% sepanjang 1,000 jam pada suhu bilik ialah kira-kira 65% S_ut untuk wayar muzik dan 70% untuk silikon krom.
Untuk aplikasi di mana spring dipegang dalam kedudukan termampat (seperti dalam kebanyakan mekanisme automotif dan perkakas), pereka bentuk mesti mengesahkan bahawa tegasan berterusan pada pesongan maksimum tidak melebihi had ini. Kegagalan berbuat demikian mengakibatkan pereputan tork sepanjang hayat perkhidmatan produk — aduan medan biasa yang dikesan terus kembali kepada pengawasan reka bentuk spring kilasan.
Menentukan toleransi pada lukisan spring kilasan ialah tempat penghakiman kejuruteraan bersilang dengan kos pembuatan. Setiap toleransi yang lebih ketat daripada keupayaan pengeluaran standard memerlukan kawalan proses tambahan, kekerapan pemeriksaan yang meningkat atau masa kitaran mesin spring kilasan yang lebih perlahan — semuanya menambahkan kos.
| Parameter | Toleransi Standard | Toleransi Ketat (Kos Premium) |
|---|---|---|
| Diameter wayar | Mengikut standard wayar ASTM (biasanya ±1–2%) | ±0.5% (memerlukan lot wayar yang diperakui) |
| Purata diameter gegelung | ±2–3% | ±1% |
| Bilangan gegelung | ±0.25 gegelung | ±0.1 gegelung |
| Sudut bebas | ±5° | ±2° |
| Kadar musim bunga | ±10% | ±5% |
| Tork pada sudut ujian | ±10% | ±5% |
| Panjang kaki | ±1.0 mm | ±0.5 mm |
| Panjang badan (gegelung tertutup) | ±0.5 mm | ±0.2 mm |
Toleransi yang paling penting untuk dinyatakan dengan betul ialah tork pada sudut ujian yang ditentukan, bukan kadar spring dalam pengasingan. Toleransi tork pada sudut tertentu lebih dikaitkan secara langsung dengan fungsi produk — ia memberitahu pengeluar dengan tepat apa yang mesti dihantar oleh spring pada titik dalam perjalanannya yang penting kepada pemasangan. Kadar spring sahaja tidak menceritakan kisah jika sudut bebas berbeza-beza.
Pendekatan biasa dan berkesan adalah untuk menentukan: (1) tork pada sudut kerja minimum, (2) tork pada sudut kerja maksimum, dan (3) sudut bebas dengan toleransi yang luas. Spesifikasi berfungsi ini memberikan operator mesin spring kilasan kebebasan maksimum untuk mengoptimumkan proses pembentukan sambil memastikan spring berfungsi dengan betul dalam pemasangan.
Lukisan spring kilasan hendaklah sentiasa menyatakan:
Meninggalkan arah angin daripada lukisan adalah salah satu ralat yang paling biasa dan mahal dalam perolehan spring kilasan. Luka spring kilasan sebelah kanan dalam arah penutup menjana tork yang semakin meningkat semasa ia ditutup — jika pemasangan memerlukan tork penutupan dari spring sebelah kiri, mekanisme akan berfungsi secara terbalik atau tidak sama sekali.
Memahami mod kegagalan bukanlah kejuruteraan bedah siasat — ia adalah input reka bentuk. Setiap mod kegagalan memetakan kepada keputusan reka bentuk tertentu yang boleh menghalang atau mengurangkannya.
Tegasan lentur yang paling tinggi dalam spring kilasan berlaku pada gentian dalam setiap gegelung disebabkan oleh kesan kelengkungan (ditangkap oleh faktor Wahl). Keretakan keletihan bermula di sini dan merambat melintang pada diameter wayar, mengakibatkan keretakan secara tiba-tiba. Strategi pencegahan:
Tetapkan manifes sebagai pengurangan sudut bebas dari semasa ke semasa, mengurangkan tork yang dihantar pada sudut kerja. Punca utama ialah tekanan berterusan melebihi had keanjalan bahan pada suhu operasi. Pencegahan: kekalkan tekanan berterusan di bawah 65% S_ut untuk keluli karbon, gunakan spring pratetap (dipesongkan terlebih dahulu melebihi sudut kerja maksimum semasa pembuatan untuk mendorong tegasan sisa yang menggalakkan), atau tentukan wayar aloi yang lebih tinggi dengan rintangan kelonggaran yang lebih baik.
Apabila spring membelok ke arah penutupan, diameter dalam gegelung berkurangan. Jika spring dipasang di atas mandrel dengan kelegaan yang tidak mencukupi, gegelung bersentuhan dengan mandrel - menghasilkan geseran, haba dan pancang tork yang tidak dapat diramalkan. Dalam kes yang teruk, musim bunga merampas mandrel sepenuhnya. Pembetulan adalah mudah dalam reka bentuk: kira diameter dalam gegelung minimum pada pesongan maksimum menggunakan formula perubahan diameter dan pastikan OD mandrel sekurang-kurangnya 10% lebih kecil. Walau bagaimanapun, ini memerlukan pereka bentuk mengetahui sudut operasi maksimum pada peringkat reka bentuk.
Peralihan dari badan gegelung ke kaki lurus adalah ketakselanjaran geometri yang mewujudkan kepekatan tegasan. Magnitud bergantung kepada ketajaman selekoh. Jejari lenturan minimum 1.5d pada akar kaki adalah amalan reka bentuk yang baik — jejari lebih kecil daripada ini secara mendadak meningkatkan faktor kepekatan tegasan. Apabila mesin spring kilasan membentuk kaki, operator melaraskan alat untuk mencapai jejari minimum ini. Jika pereka bentuk melukis sudut tajam pada akar kaki, mesin akan menghasilkan sudut tajam, dan kegagalan keletihan akan berlaku di lokasi tersebut dan bukannya di badan gegelung di mana analisis tegasan meramalkannya.
Reka bentuk spring kilasan yang paling berkesan dibangunkan secara kolaboratif antara jurutera dan pengeluar spring — khususnya, melibatkan pasukan yang mengendalikan mesin spring kilasan pada awal proses reka bentuk, sebelum lukisan dimuktamadkan.
Pertimbangan DFM utama untuk dibangkitkan dengan pengilang:
Jurutera yang menganggap pengeluar spring sebagai pembekal komoditi tulen — menyediakan lukisan lengkap tanpa perbincangan — secara konsisten mendapat hasil yang tidak optimum. Jurutera yang melibatkan pasukan mesin spring kilasan dalam semakan reka bentuk mendapat spring yang lebih mudah dibuat, lebih konsisten dan lebih murah pada jumlah pengeluaran.
Prinsip reka bentuk spring kilasan bermain secara berbeza di seluruh industri. Berikut ialah contoh konkrit tentang cara konteks aplikasi membentuk keputusan reka bentuk.
Spesifikasi biasa: tork 8–12 N·m pada pesongan 75° , 500,000 hayat kitaran, suhu operasi −40°C hingga 80°C. Diameter wayar 4–6 mm, aloi krom-silikon, tembakan dikupas, bersalut zink fosfat. Mesin spring kilasan mesti menghasilkan sudut bebas yang konsisten kepada ±3° kerana rasa penahan pintu sensitif kepada variasi tork pada kedudukan semak perantaraan (biasanya 30–45°). Mata air ini dihasilkan pada volum tinggi — ratusan ribu setahun — mewajarkan perkakas mesin spring kilasan khusus dan ujian tork dalam proses pada 100% bahagian.
Spesifikasi biasa: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Instrumen pembedahan dan mekanisme peranti boleh implan menggunakan mata air kilasan yang diperbuat daripada keluli tahan karat 316L atau aloi MP35N. Toleransi tork ±3–5% adalah tipikal. Setiap musim bunga diperiksa 100%. Keperluan kebolehkesanan bermakna setiap lot pengeluaran dipautkan kepada nombor haba wayar tertentu dan rekod kelompok mesin spring kilasan. Keperluan ini menambah kos dengan ketara tetapi tidak boleh dirunding memandangkan persekitaran kawal selia. Diameter wayar biasanya berkisar antara 0.25 mm hingga 2.0 mm bergantung pada aplikasi.
Mata air kilasan pintu garaj kediaman adalah besar (diameter wayar 4–8 mm, diameter gegelung min 50–75 mm) dan direka bentuk untuk 10,000 hingga 30,000 kitaran kehidupan. Mereka dililit dalam pasangan bertentangan pada aci pusat, mengimbangi berat pintu. Kadar spring mesti sepadan dengan berat dan ketinggian pintu dalam lingkungan ±10% atau pintu tidak akan seimbang dengan betul. Mata air ini dihasilkan pada mesin spring kilasan industri besar dalam volum tinggi, dijual sebagai barangan komoditi, dan merupakan salah satu kegagalan spring isi rumah yang paling biasa — bukan kerana ia direka bentuk dengan buruk, tetapi kerana ia direka untuk sasaran kos yang mengehadkan hayat kitaran.
Menggabungkan proses reka bentuk bersama-sama ke dalam aliran kerja berstruktur menghalang kesilapan biasa untuk mengulang lewat dalam pembangunan apabila perubahan adalah mahal.
Mengikuti jujukan ini secara konsisten mengelakkan ralat reka bentuk spring kategori paling mahal: menemui masalah dimensi atau prestasi semasa pengesahan pemasangan, apabila menukar reka bentuk spring memerlukan kelayakan semula persediaan mesin spring kilasan dan berpotensi mereka bentuk semula bahagian mengawan.

TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
See Details
TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
See Details
TK12120 TK-12120 12AXES CNC Spring Coiling Machine ...
See Details
TK-6160 TK-6160 CNC Spring Rolling Machine ...
See Details
TK-6120 TK-6120 CNC Spring Rolling Machine ...
See Details
TK-5200 TK-5200 5AXES CNC Spring Coiling Machine ...
See Details
TK-5160 TK-5160 5AXES CNC Spring Coiling Machine ...
See Details
TK-5120 TK-5120 5AXES CNC Spring Coiling Machine ...
See DetailsKod QR Mudah Alih

 Language
Language  中文简体
中文简体

