Mesin lentur berfungsi dengan menggunakan daya terkawal pada bahan kerja - biasanya logam, wayar atau tiub - untuk mengubah bentuknya menjadi sudut atau bentuk tertentu tanpa memotong atau mengimpal. Mesin ini menggunakan gabungan pukulan (mati atas), dadu (mati bawah), dan tolok belakang untuk meletakkan dan membengkokkan bahan dengan ketepatan yang boleh diulang. Mekanik asas bergantung pada melebihi kekuatan hasil bahan supaya ia berubah bentuk secara kekal, sambil kekal di bawah kekuatan tegangannya untuk mengelakkan patah.
Dari segi praktikal, apabila pukulan turun ke dalam dadu, ia memaksa kepingan logam atau dawai untuk mematuhi geometri dadu. Sudut yang dicapai bergantung pada kedalaman penembusan, lebar pembukaan die, dan ciri springback bahan itu sendiri. Mesin lentur CNC moden mengawal semua pembolehubah ini secara digital, membolehkan toleransi seketat ±0.1° pada sudut lentur dan ±0.1 mm pada kedudukan tolok belakang.
Terdapat beberapa kaedah lenturan utama dalam kegunaan industri, setiap satu sesuai untuk bahan dan volum pengeluaran yang berbeza:
Memahami perkara yang dilakukan oleh setiap bahagian membantu operator menyelesaikan masalah dan mengoptimumkan kualiti output. Setiap mesin lentur, tanpa mengira jenis, berkongsi set komponen mekanikal dan kawalan yang sama.
Rangka mesin ialah struktur keluli yang dikimpal atau tuang yang menyerap daya lentur tanpa terpesong. Pada brek penekan besar yang dinilai pada 400 tan atau lebih, katil membelok dengan ketara di bawah beban - kadangkala 0.3–0.5 mm merentasi rentang 4 meter. Mesin yang lebih baik menggunakan sistem pemahkotaan (berasaskan baji mekanikal atau hidraulik) untuk mengimbangi pesongan ini dan mengekalkan konsistensi sudut merentasi panjang bahagian penuh.
Ram itu membawa perkakas atas (penebuk) dan didorong ke bawah oleh silinder hidraulik, pemacu servo-elektrik atau sipi mekanikal. Brek tekan servo-elektrik, kini standard dalam kedai logam kepingan ketepatan, mencapai kebolehulangan kedudukan ±0.01 mm — jauh lebih baik daripada reka bentuk hidraulik konvensional, yang biasanya mencapai ±0.04 mm.
Jejari hujung pukulan, lebar bukaan dadu (bukaan V), dan jejari bahu dau semuanya secara langsung mempengaruhi kualiti lenturan. Peraturan standard ialah bukaan V hendaklah 6–10 kali ganda ketebalan bahan. Sebagai contoh, lenturan keluli lembut 3 mm biasanya menggunakan mati V 20–24 mm. Menggunakan dadu yang terlalu sempit menyebabkan penipisan dan keretakan bahan yang berlebihan; mata yang terlalu lebar meningkatkan springback dan mengurangkan ketepatan sudut.
Tolok belakang ialah hentian bermotor yang meletakkan bahan tepat sebelum setiap selekoh. Tolok belakang berbilang paksi moden (biasanya 4–6 paksi) membenarkan kawalan CNC bagi kedua-dua kedalaman dan ketinggian, membolehkan bahagian bebibir kompleks dihasilkan secara automatik tanpa kedudukan semula manual. Ketepatan tolok belakang secara langsung menentukan toleransi panjang bebibir, yang pada brek tekan CNC yang diselenggara dengan baik berjalan ±0.1 hingga ±0.2 mm.
Mesin lentur moden menjalankan pengawal CNC khusus (Delem, Cybelec, atau sistem proprietari) yang menyimpan program lentur, mengira tan yang diperlukan, mengimbangi springback, dan menyelaraskan gerakan berbilang paksi. Pengaturcaraan luar talian melalui perisian CAD/CAM (cth., Radan, SolidBerfungsi Bend) membolehkan jurutera membangunkan jujukan lentur pada komputer dan memindahkannya terus ke mesin, mengurangkan masa persediaan sebanyak 40–70% berbanding pengaturcaraan percubaan dan ralat manual.
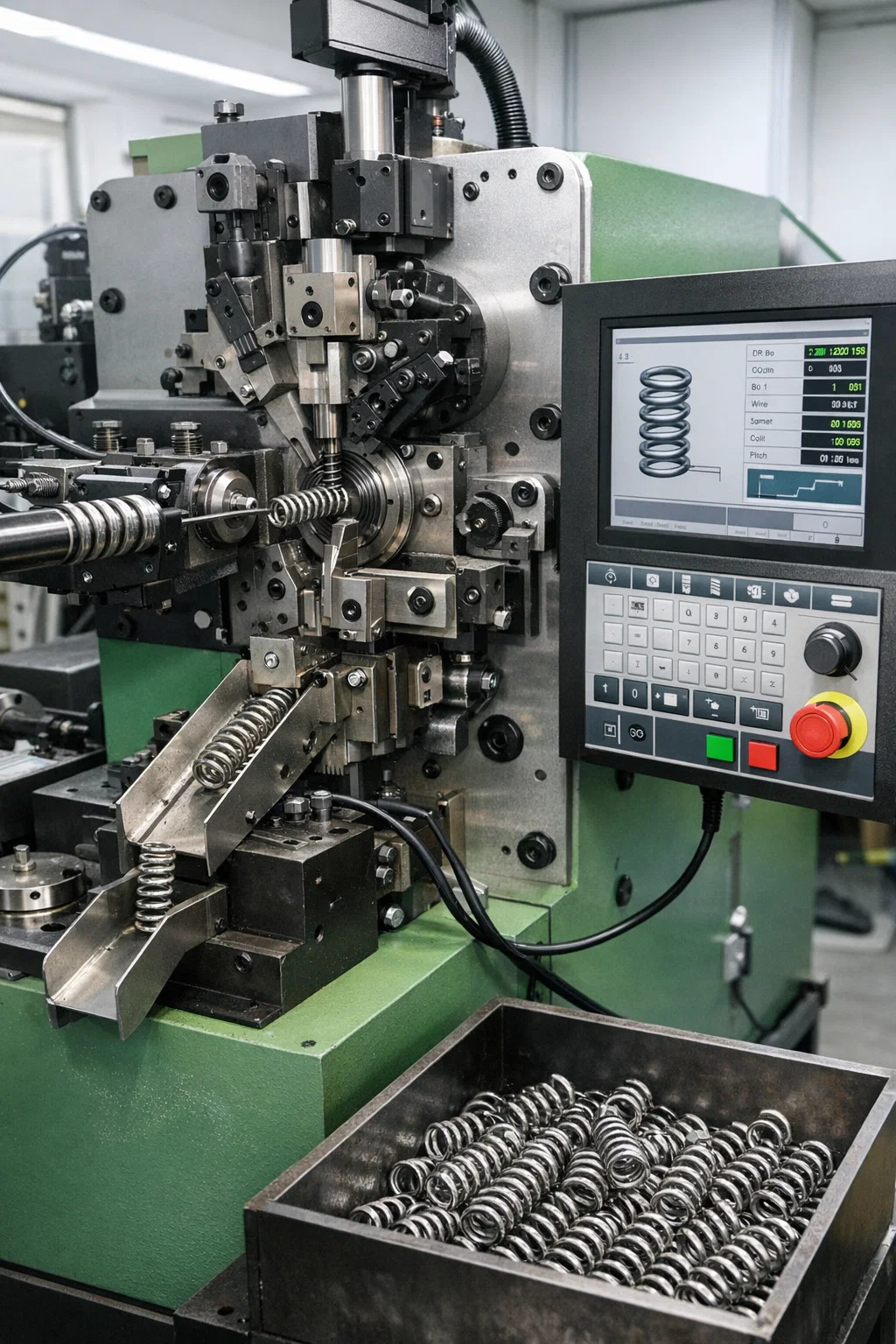
Mesin lentur spring ialah jenis mesin lentur khusus yang direka khusus untuk membentuk dawai atau stok rata menjadi spring dan bentuk seperti spring — termasuk gegelung, spring kilasan, spring mampatan, spring sambungan dan bentuk wayar tersuai. Tidak seperti brek penekan logam kepingan standard, mesin lentur spring beroperasi dengan pin lentur berputar, sesondol boleh laras dan mekanisme suapan wayar yang berfungsi bersama untuk membentuk wayar secara berterusan semasa ia disalurkan melalui mesin.
Kitaran kerja asas mesin lentur spring CNC melalui peringkat berikut:
Mesin lentur spring CNC berkelajuan tinggi biasanya menghasilkan 30–200 spring seminit bergantung pada diameter wayar dan kerumitan spring. Sesetengah gegelung volum tinggi yang menjalankan wayar nipis (0.1–0.5 mm) dalam sektor elektronik melebihi 400 bahagian seminit.
Mesin lentur spring datang dalam beberapa konfigurasi bergantung pada jenis spring dan keperluan pengeluaran:
| Jenis Mesin | Julat Diameter Wayar | Aplikasi Biasa | Kelajuan Pengeluaran |
|---|---|---|---|
| Penggegelung spring mampatan | 0.1 – 20 mm | Penggantungan automotif, injap industri | 30 – 200 pcs/min |
| Penggegelung spring sambungan | 0.2 – 12 mm | Engsel pintu, mekanisme boleh ditarik balik | 20 – 150 pcs/min |
| Mesin lentur spring kilasan | 0.3 – 10 mm | Penjepit pakaian, sesentuh elektrik, pengapit | 15 – 80 pcs/min |
| Mesin pembentuk dawai CNC | 0.5 – 16 mm | Bentuk wayar tersuai, cangkuk, kurungan | 5 – 60 pcs/min |
| Mesin lentur spring rata | Jalur 0.1 – 3 mm tebal | Kenalan bateri, terminal snap-fit | 20 – 120 pcs/min |
Springback ialah salah satu cabaran paling ketara dalam mana-mana operasi lenturan, sama ada pada brek penekan kepingan logam atau mesin lentur spring. Apabila daya membengkokkan logam, hanya sebahagian daripada ubah bentuk adalah plastik (kekal). Bahagian elastik pulih sebaik sahaja daya dilepaskan, menyebabkan bahagian itu kembali ke arah bentuk asalnya. Untuk kepingan keluli lembut biasa, sudut springback lazimnya berjulat dari 1° hingga 5°, manakala keluli berkekuatan tinggi dan keluli tahan karat boleh berundur 6°–12° atau lebih.
Mesin lentur spring menghadapi versi akut masalah ini. Keseluruhan produk ditakrifkan oleh pemulihan keanjalannya — spring mampatan, contohnya, mesti menyimpan dan melepaskan tenaga secara boleh dijangka, jadi proses melingkar mesti mengambil kira springback dengan tepat untuk mencapai panjang bebas sasaran dan kadar spring. Mata air yang keluar lebih daripada yang diprogramkan akan menjadi terlalu panjang; satu yang lebih rendah akan menjadi terlalu pendek, dan kedua-duanya akan gagal dalam ujian beban.
Perbezaan antara mesin lenturan dikawal CNC dan manual melangkaui harga. Setiap satu mempunyai konteks operasi tertentu yang memberikan pulangan terbaik.
| Kriteria | Mesin Lentur CNC | Mesin Lentur Manual |
|---|---|---|
| Kebolehulangan sudut | ±0.1° – ±0.3° | ±1° – ±3° (bergantung kepada pengendali) |
| Masa persediaan | 5–20 minit (mengingat program) | 30–90 minit (pelarasan manual) |
| Saiz batch yang sesuai | 1 – 100,000 | 1 – 500 (kerja tersuai volum rendah) |
| Kemahiran operator diperlukan | Sederhana (pengaturcaraan CNC) | Tinggi (bender berpengalaman) |
| Kos mesin permulaan | $30,000 – $500,000 | $1,000 – $30,000 |
| Geometri kompleks | Cemerlang (automasi berbilang paksi) | Terhad |
Untuk mesin lentur spring khususnya, sistem CNC mendominasi pengeluaran volum sederhana hingga tinggi kerana geometri bentuk wayar hampir mustahil untuk direplikasi secara konsisten dengan pelarasan pin manual apabila kadar larian melebihi 50 bahagian seminit. Mesin lentur spring manual kekal berdaya maju untuk kerja prototaip, kedai pembaikan khusus dan kelompok mata air berdiameter besar yang sangat kecil di mana masa persediaan mesin mengecilkan masa pengeluaran sebenar.
Mesin lentur bukan material-agnostik. Setiap kelas bahan bertindak balas secara berbeza terhadap daya lentur, dan parameter mesin mesti disesuaikan dengan sewajarnya.
Memilih mesin yang salah adalah kesilapan yang mahal. Mesin lentur yang betul bergantung pada sekurang-kurangnya enam faktor penumpu, dan setiap satu mesti dinilai bersama dan bukannya secara berasingan.
Untuk kepingan logam, skala tan yang diperlukan dengan kekuatan hasil bahan dan ketebalan kuasa dua . Menggandakan ketebalan bahan kira-kira empat kali ganda tan diperlukan. Sebuah kedai yang terutamanya membengkokkan keluli lembut 3 mm sehingga 2,500 mm lebar memerlukan kira-kira 100–160 tan kapasiti brek tekan. Jika mereka kemudiannya perlu membengkokkan tahan karat 6 mm, bahagian yang sama mungkin memerlukan 400 tan — jauh melebihi penarafan mesin.
Untuk kerja spring, julat diameter wayar memacu pemilihan mesin hampir secara eksklusif. Mesin lentur spring yang direka untuk wayar 0.5–4 mm tidak boleh memproses wayar 8 mm dengan pasti tanpa membahayakan beban motor dan kerosakan alat.
Selekoh 2D ringkas pada kepingan rata boleh dikendalikan oleh mana-mana brek tekan. Bahagian yang mempunyai hubungan bebibir yang kompleks, bengkokan kelim atau sudut negatif memerlukan perkakas luar pusat, konfigurasi dadu khas atau manipulasi bahagian robotik. Untuk bentuk wayar dengan geometri 3D — cangkuk, gelung dan selekoh berbilang satah — hanya mesin pembentuk dawai CNC berbilang paksi dengan 6 atau lebih paksi dikawal secara bebas boleh mengendalikan output volum pengeluaran.
Sebuah kedai yang menghasilkan 50 kurungan tersuai setiap minggu tidak mempunyai justifikasi untuk brek tekan CNC bernilai $200,000 dengan penukar alat automatik. Sebaliknya, pengeluar spring yang menjalankan 500,000 spring mampatan sebulan tidak boleh bergantung pada gegelung separa automatik — masa kitaran dan haus alatan akan menjadikan kos tidak mampan. Analisis pulang modal secara konsisten menunjukkan bahawa mesin lentur spring CNC membayar balik pelaburan mereka dalam tempoh 12–24 bulan pada kadar pengeluaran melebihi 50,000 bahagian sebulan berbanding alternatif manual atau separa automatik.
Bahagian aeroangkasa dan perubatan secara rutin memerlukan sudut lenturan dipegang pada ±0.25° dan panjang bebibir hingga ±0.1 mm. Mencapai ini dengan andal pada brek tekan hidraulik tanpa maklum balas pengukuran sudut adalah hampir mustahil sepanjang pengeluaran penuh. Untuk lenturan spring, toleransi panjang bebas ±0.3 mm pada badan spring 50 mm memerlukan mesin dengan resolusi suapan wayar yang stabil dan pampasan springback yang konsisten — biasanya hanya boleh dicapai dengan gegelung CNC dipacu servo.
Malah mesin yang dikonfigurasikan dengan baik menghasilkan bahagian yang rosak apabila pembolehubah tidak dikawal. Masalah berikut adalah yang paling kerap dilaporkan di kedua-dua operasi mesin lentur brek tekan dan spring.
Jika sudut selekoh betul di tengah tetapi terbuka ke arah hujung, katil mesin terpesong di bawah beban. Selekoh 3 meter pada brek tekan 250 tan tanpa mahkota aktif boleh menunjukkan 0.4–0.8 mm pesongan di tengah berbanding dengan hujung, diterjemahkan kepada 1°–2° variasi sudut. Pembaikan ialah meja pemahkotaan hidraulik atau mekanikal atau segmen perkakas yang lebih pendek yang membenarkan pelarasan setiap bahagian.
Keretakan berlaku apabila ketegangan gentian luar melebihi kapasiti pemanjangan bahan. Punca biasa termasuk menggunakan jejari tebuk yang lebih kecil daripada minimum yang disyorkan untuk bahan (untuk aluminium 6061-T6, jejari dalam minimum biasanya 1.5–2× ketebalan bahan), membengkok merentasi arah butiran kepingan bergulung, atau menggunakan bahan yang dikeraskan kerja daripada operasi pembentukan sebelumnya. Memutar bahagian 90° berbanding arah bergolek selalunya menghilangkan keretakan pada bahan sempadan.
Taburan panjang bebas dalam spring pengeluaran (cth., ±1 mm pada sasaran ±0.3 mm) biasanya menjejak kembali kepada salah satu daripada tiga punca: variasi diameter wayar antara gegelung yang melebihi toleransi mesin telah ditentukur untuknya, perubahan didorong suhu dalam kekerasan bahan semasa pengeluaran lama, atau penggelek suapan haus yang tergelincir sekejap-sekejap. Menggantikan sisipan roller suapan setiap 300–500 jam operasi ialah penyelenggaraan pencegahan standard di kedai spring volum tinggi.
Pusingan berkembang apabila tegasan baki dalam gegelung wayar tidak dilepaskan secara seragam semasa wayar memasuki mesin. Pelurus wayar (jenis berputar atau penggelek) yang dipasang di antara gelendong wayar dan penggelek suapan mengeluarkan set gegelung sebelum terbentuk. Kebanyakan persediaan mesin lentur spring pengeluaran termasuk pelurus 7- atau 9-roller sebagai peralatan standard.
Mesin lentur — terutamanya brek tekan hidraulik yang dinilai pada 100 tan atau lebih — menjana daya yang mampu meremukkan tangan dan menyebabkan kecederaan maut. Piawaian keselamatan bukan pilihan dalam mana-mana persekitaran operasi profesional.
Mesin lentur yang diselenggara dengan baik harus menyediakan perkhidmatan produktif selama 20-30 tahun. Mesin yang diabaikan merosot dengan cepat, menghasilkan bahagian yang tidak bertoleransi dan menimbulkan bahaya keselamatan. Amalan penyelenggaraan berikut tidak boleh dirunding dalam persekitaran pengeluaran.
Perkakas biasanya merupakan kos penyelenggaraan berulang yang paling tinggi dalam kedua-dua tekan brek dan operasi mesin lentur spring. Petua tebuk memakai dan samaran; bahu mati terhakis daripada sentuhan logam berulang. Satu set perkakas brek penekan ketepatan untuk mesin 3 meter boleh menelan kos $3,000–$15,000, menjadikan penyimpanan yang betul (rak alatan, penutup pelindung) dan prosedur pengendalian sebagai langkah kawalan kos langsung.

TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
See Details
TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
See Details
TK12120 TK-12120 12AXES CNC Spring Coiling Machine ...
See Details
TK-6160 TK-6160 CNC Spring Rolling Machine ...
See Details
TK-6120 TK-6120 CNC Spring Rolling Machine ...
See Details
TK-5200 TK-5200 5AXES CNC Spring Coiling Machine ...
See Details
TK-5160 TK-5160 5AXES CNC Spring Coiling Machine ...
See Details
TK-5120 TK-5120 5AXES CNC Spring Coiling Machine ...
See DetailsKod QR mudah alih

 Language
Language  中文简体
中文简体

