Bengkok dawai CNC membentuk wayar menjadi bentuk yang tepat dan boleh berulang dengan menyuap wayar mentah melalui kepala boleh atur cara yang berputar, menarik dan membengkok di sepanjang berbilang paksi tanpa operator manusia melaraskan perkakas antara bahagian. Jawapan ringkas kepada perkara yang membuatkan seseorang berbaloi dengan pelaburan adalah konsisten pada volum: mesin yang ditala dengan betul memegang sudut lentur dalam ±0.5 darjah merentasi beribu-ribu kitaran, sesuatu pembengkok manual dan juga tetapan mesin lentur spring separa automatik hidraulik berjuang untuk dipadankan apabila keletihan atau pusing ganti operator memasuki gambar.
Perkara ini paling penting dalam industri di mana satu selekoh di luar toleransi mengubah keseluruhan kumpulan menjadi sekerap - klip penggantungan automotif, bentuk wayar perubatan, pin penyambung elektronik dan jaringan dawai seni bina semuanya berkongsi toleransi yang rendah ini untuk hanyut. Selebihnya panduan ini menerangkan cara mesin ini sebenarnya berfungsi, di mana ia mengatasi kaedah lenturan yang lebih lama, spesifikasi yang sebenarnya penting apabila membandingkan model, dan tabiat penyelenggaraan yang menentukan sama ada mesin masih mengekalkan toleransi selepas lima tahun pengeluaran tiga syif.
Bagaimana Bender Wayar CNC Sebenarnya Membentuk Bahagian
Proses ini bermula dengan pelurus wayar menarik stok dari gegelung atau kili dan mengeluarkan memori kelengkungan yang terbina semasa penyimpanan. Meluruskan yang tidak rata ialah salah satu sebab yang paling biasa selekoh terkeluar condong walaupun pengaturcaraan adalah betul, kerana kepala lentur menganggap ia berfungsi dengan wayar lurus mati yang memasuki zon pembentukan.
Selepas meluruskan, mekanisme suapan dipacu servo memajukan wayar pada jarak yang diukur — ini ialah paksi linear. Kepala bengkok yang berputar kemudian berputar mengelilingi wayar pada sudut yang diprogramkan, dan pada mesin berbilang paksi, kepala kedua atau ketiga boleh memutar wayar itu sendiri, membenarkan bengkok dalam satah yang berbeza tanpa meletakkan semula bahagian dengan tangan. Setiap pergerakan ini dikawal secara bebas, iaitu yang memisahkan lentur dawai CNC sebenar daripada lentur mekanikal dipacu cam yang hanya boleh mengulangi satu bentuk tetap bagi setiap persediaan alatan.
Tiga Paksi Yang Mentakrifkan Keupayaan Membengkok
- Paksi suapan — mengawal sejauh mana wayar maju sebelum selekoh seterusnya, menentukan panjang segmen
- Paksi bengkok — mengawal sudut putaran kepala bengkok, dari beberapa darjah hingga pusingan penuh 180 darjah jepit rambut
- Paksi putaran — memutar wayar di sekeliling garis tengahnya sendiri supaya selekoh boleh berlaku di luar satah, menghasilkan bentuk 3D dan bukannya bentuk rata
Mesin yang terhad kepada dua paksi masih boleh menghasilkan mata air dan kurungan rata yang sangat baik, tetapi apa-apa sahaja yang menyerupai bentuk wayar 3D — pemegang, klip automotif dengan kaki mengimbangi atau bentuk dawai panduan perubatan — memerlukan paksi putaran ketiga itu untuk mengelakkan kedudukan semula manual antara selekoh.
Lentur CNC Berbanding Tradisional Mesin Lentur Spring Persediaan
Reka bentuk mesin lentur spring lama, terutamanya jenis cam dan tuil, masih biasa di lantai kilang kerana ia murah untuk diselenggara dan mudah dikendalikan untuk satu bentuk berulang. Pertukaran itu muncul apabila kedai perlu menukar produk. Menukar persediaan berasaskan sesondol kepada profil selekoh baharu selalunya bermakna menukar perkakasan secara fizikal dan memotong semula sesondol, satu proses yang boleh mengambil masa separuh anjakan atau lebih lama bergantung pada kerumitan.
Perbezaan perubahan dan toleransi biasa antara kaedah lenturan yang digunakan dalam pembentukan dawai dan spring. | Kaedah Membengkok | Masa Pertukaran | Toleransi Sudut Biasa | Paling Sesuai Untuk |
| Lentur Tangan Manual | serta merta | ±3 hingga 5 darjah | Prototaip, bahagian sekali sahaja |
| Mesin Lentur Spring Dipacu Cam | 2 hingga 6 jam | ±1 hingga 2 darjah | Pengeluaran yang panjang dan tidak berubah |
| Bender Kawat CNC | 10 hingga 30 minit | ±0.3 hingga 0.5 darjah | Pengeluaran kumpulan campuran, perubahan reka bentuk yang kerap |
Jurang pertukaran ialah angka yang biasanya memutuskan pembelian. Sebuah kedai yang menjalankan kumpulan kecil berdozen nombor bahagian yang berbeza setiap minggu kehilangan lebih banyak masa untuk menetapkan semula cam daripada yang pernah dibelanjakan untuk memprogramkan urutan selekoh baharu pada unit CNC, di mana program yang disimpan dimuatkan dalam masa kurang seminit.
Bahan Wayar dan Tingkah Laku Lentur Yang Dituntut Setiap Satu
Tidak setiap wayar bertindak balas terhadap lenturan dengan cara yang sama, dan tetapan mesin perlu mengambil kira springback - jumlah kecil wayar yang dilonggarkan kembali ke arah lurus selepas kepala lentur melepaskannya. Springback ialah satu-satunya sumber ralat dimensi terbesar dalam pembentukan wayar, dan ia berbeza dengan ketara mengikut bahan dan diameter.
Bahan Biasa dan Kecenderungan Springback Mereka
- Dawai keluli karbon rendah — springback sederhana, boleh diramal dan mudah untuk mengimbangi dengan sudut overbend tetap
- Kawat keluli tahan karat (gred 302/304) — springback lebih tinggi daripada keluli karbon, selalunya memerlukan pembetulan overbend 5 hingga 8 peratus
- Wayar muzik / wayar spring karbon tinggi — stok lentur biasa yang paling anjal, selalunya memerlukan lenturan terprogram melebihi 10 peratus
- Wayar tembaga dan loyang — springback minimum, bengkok dekat dengan sudut yang diprogramkan dengan sedikit pembetulan diperlukan
- Dawai aluminium — springback rendah tetapi terdedah kepada tanda permukaan jika tekanan perkakas tidak dipadankan dengan bahan yang lebih lembut
Pengawal CNC moden mengendalikan ini dengan menyimpan nilai pampasan springback bagi setiap kombinasi bahan dan diameter, jadi pengendali yang beralih daripada wayar tahan karat kepada muzik hanya memuatkan profil tersimpan yang berbeza daripada mengira semula sudut lentur dengan tangan. Tanpa pampasan yang disimpan ini, setiap perubahan bahan menjadi proses percubaan dan kesilapan ujian selekoh dan pelarasan sudut sebelum bahagian pengeluaran keluar dengan betul.
Spesifikasi Yang Sebenarnya Meramalkan Prestasi Mesin
Kesusasteraan jualan untuk peralatan lentur wayar cenderung mendahului dengan kiraan paksi dan diameter wayar maksimum, tetapi beberapa angka lain lebih penting untuk keluaran sehari-hari sebaik sahaja mesin berada di atas lantai.
Ketepatan Suapan dan Kebolehulangan
Ketepatan suapan menerangkan betapa tepatnya mesin memajukan wayar antara selekoh, biasanya dinyatakan dalam pecahan milimeter. Ketepatan suapan daripada 0.02mm kedengaran mengagumkan pada helaian spesifikasi, tetapi ia hanya penting jika ia dipasangkan dengan kebolehulangan yang konsisten merentas beribu-ribu kitaran, bukan hanya satu ujian penentukuran. Tanya mana-mana pembekal untuk data varians kitaran ke kitaran sepanjang larian berterusan dan bukannya angka ketepatan sekali.
Kelajuan Lenturan Berbanding Keupayaan Sebenar
Mesin yang dinilai untuk 60 selekoh seminit pada bahagian dua selekoh ringkas tidak akan mencapai angka itu pada bentuk 3D dua belas selekoh yang kompleks, kerana setiap pergerakan paksi selekoh tambahan menambah masa persediaan dalam kitaran. Daya pemprosesan sebenar bergantung pada kerumitan bahagian, dan titik perbandingan yang berguna ialah masa kitaran untuk bahagian yang mewakili dan bukannya nombor bengkok setiap minit tajuk.
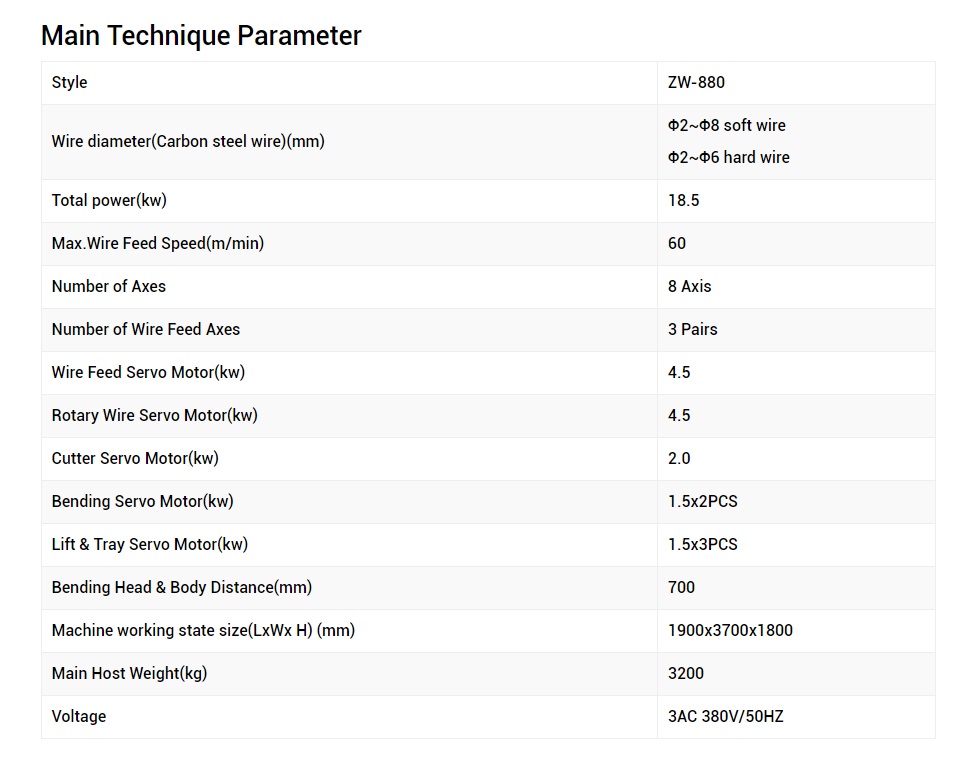
Diameter Wayar Maksimum dan Julat Tegangan
Kapasiti diameter sahaja tidak menceritakan kisah penuh — mesin yang dinilai untuk dawai keluli lembut 8mm tidak semestinya dinilai untuk wayar spring tegangan tinggi 8mm, kerana output tork kepala lentur perlu mengatasi rintangan bahan, bukan hanya saiz fizikalnya. Julat kekuatan tegangan, biasanya disenaraikan dalam spesifikasi tork motor, harus diperiksa terhadap gred bahan sebenar yang sedang dijalankan.
Tabiat Penyelenggaraan Yang Menjaga Toleransi Daripada Hanyut
Bengkok wayar yang mempunyai toleransi yang sempurna pada hari pemasangan boleh hilang daripada spesifikasi dalam tempoh setahun jika beberapa titik haus tertentu tidak disekat. Pembentukan wayar menghasilkan sentuhan yang melelas pada setiap panduan, penggelek dan cetakan, dan tidak seperti kebanyakan proses CNC, haus di sini adalah beransur-ansur dan mudah terlepas sehingga bahagian mula gagal dalam pemeriksaan.
Selang pemeriksaan yang disyorkan untuk mata haus yang paling bertanggungjawab terhadap hanyutan toleransi. | Komponen | Selang Pemeriksaan | Gejala Kegagalan |
| Penggelek suapan | Setiap 250,000 kitaran | Gelinciran wayar, panjang suapan tidak konsisten |
| Bengkokkan pin dan mati | Setiap 150,000 kitaran | Hanyutan sudut, pemarkahan permukaan pada wayar |
| Meluruskan gulungan | Pemeriksaan visual bulanan | Bahagian siap melengkung atau beralun |
| Gandingan motor servo | Suku tahunan | Tindak balas, sudut lentur yang tidak konsisten |
Kebanyakan masa henti yang tidak dirancang kembali kepada salah satu daripada empat titik ini dan bukannya kegagalan sistem kawalan. Penggelek suapan khususnya haus lebih cepat apabila menjalankan wayar bersalut yang kasar, seperti stok tergalvani atau dicat, dan kedai yang menjalankan bahan itu hampir secara eksklusif harus memendekkan selang pemeriksaan daripada menunggu kiraan kitaran standard.
Aliran Kerja Pengaturcaraan untuk Persediaan Bahagian Baharu
Membawa bentuk wayar baharu ke dalam pengeluaran pada bengkok CNC secara amnya mengikut turutan yang konsisten, dan kedai yang melangkau langkah dalam urutan ini ialah kedai yang mendapat sisa terbanyak semasa larian pertama.
Urutan Persediaan Langkah demi Langkah
- Sahkan bahan wayar, diameter dan lot pembekal, kerana nilai pampasan springback terikat pada ketiga-tiganya
- Masukkan atau import koordinat selekoh daripada CAD jika pengawal menyokong import fail DXF atau STEP
- Jalankan ujian kering berkelajuan rendah tanpa wayar untuk mengesahkan kepala selekoh mengosongkan semua lekapan dan tidak berlanggar dengan dirinya sendiri
- Hasilkan sekeping sampel pertama dan ukur dimensi kritikal terhadap lukisan
- Laraskan nilai pampasan springback berdasarkan sisihan yang diukur, bukan carta bahan teori
- Jalankan kumpulan pendek 10 hingga 20 keping dan semak konsistensi sebelum dikeluarkan kepada pengeluaran penuh
Langkah kelima itulah di mana kebanyakan masa persediaan hilang untuk pengendali yang tidak berpengalaman. Carta bahan memberikan titik permulaan untuk springback, tetapi ketegangan gegelung sebenar, suhu ambien, dan juga kelembapan pada hari pengeluaran mengalihkan nombor sebenar sedikit. Mempercayai sampel pertama yang diukur berbanding nilai buku teks adalah perkara yang memisahkan persediaan pantas daripada yang perlahan.
Soalan Lazim
Bolehkah satu lentur dawai CNC menggantikan beberapa unit mesin lentur spring khusus?
Untuk kerja volum rendah dan pertengahan, selalunya ya, memandangkan satu unit CNC berbilang paksi boleh menyimpan berpuluh-puluh program dan bertukar antara mereka dalam beberapa minit. Untuk pengeluaran satu bahagian volum yang sangat tinggi, mesin mekanikal yang berdedikasi masih cenderung untuk beroperasi pada kos yang lebih rendah bagi setiap bahagian sebaik sahaja dilunaskan, kerana ia mempunyai lebih sedikit komponen servo untuk diselenggara.
Apakah julat diameter wayar yang merangkumi kebanyakan keperluan pembuatan umum?
Mesin yang meliputi kira-kira 0.5mm hingga 8mm mengendalikan sebahagian besar aplikasi perkakasan automotif, elektronik dan am. Kerja spring dan dawai struktur yang lebih berat melebihi 8mm biasanya memerlukan mesin yang dibina khusus untuk kelas diameter tersebut, kerana penggelek suapan dan kepala bengkok bersaiz untuk wayar nipis tidak mempunyai daya kilas untuk stok tebal.
Berapa lama masa yang biasanya diambil untuk melatih pengendali pada bengkok CNC baharu?
Pemuatan bahagian asas dan pemilihan program boleh dipelajari dalam beberapa syif. Penciptaan program bebas dan penyelesaian masalah springback, kemahiran yang paling penting untuk mengendalikan nombor bahagian baharu tanpa sokongan luar, biasanya mengambil masa beberapa minggu latihan praktikal untuk membina keyakinan sebenar.
Adakah kualiti gegelung wayar mempengaruhi ketepatan lenturan sama seperti mesin itu sendiri?
Ya, dengan ketara. Wayar dengan diameter tidak konsisten, suhu tidak sekata atau set gegelung yang berlebihan boleh menghasilkan variasi lenturan walaupun pada mesin yang ditentukur dengan sempurna, memandangkan proses lenturan menganggap tingkah laku bahan yang konsisten. Menyumber wayar daripada pembekal yang stabil selalunya meningkatkan ketekalan bahagian seperti mana-mana peningkatan mesin.
 Language
Language  中文简体
中文简体