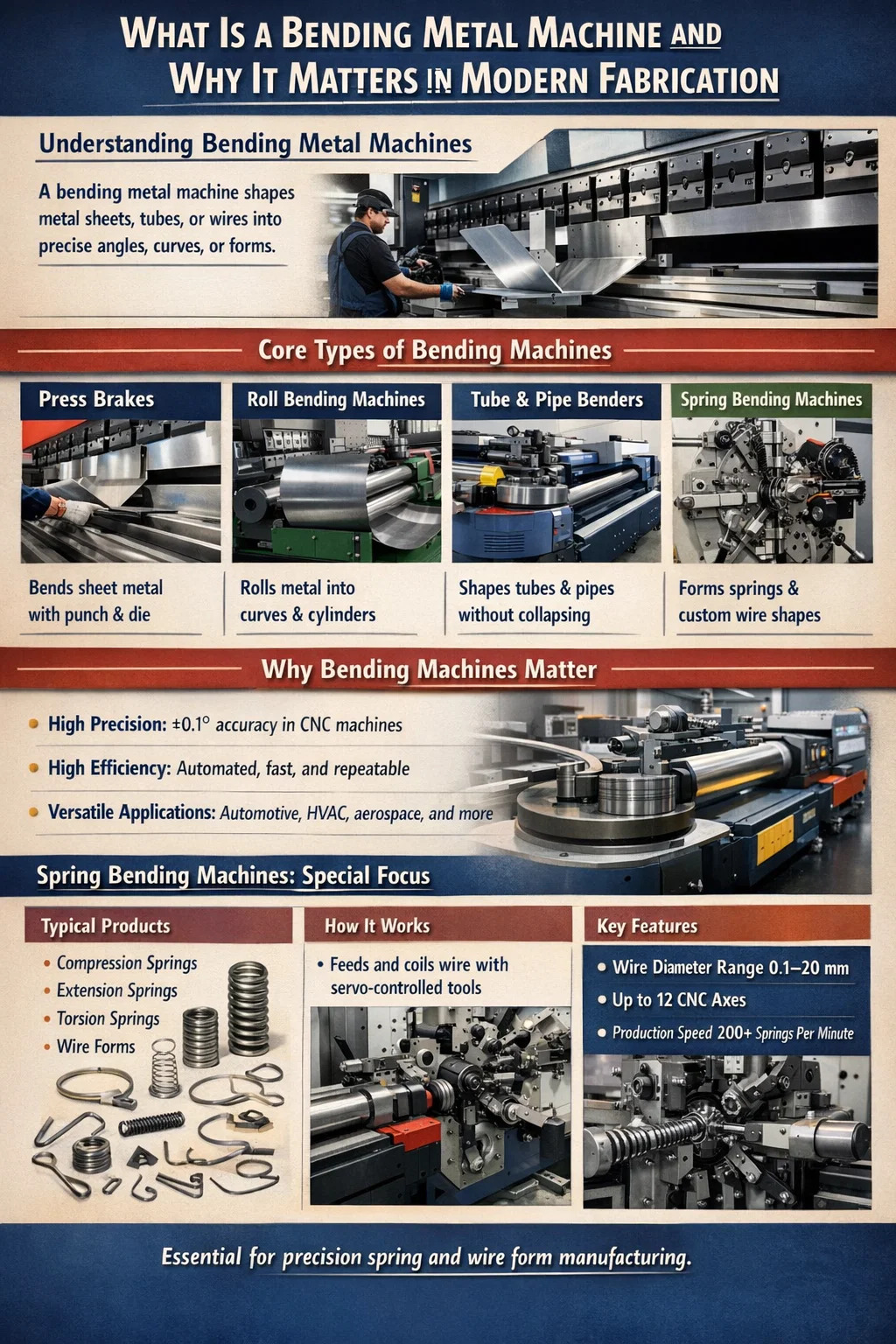
A mesin logam lentur ialah peralatan perindustrian yang direka bentuk untuk mengubah bentuk bahan kerja logam — kepingan, bar, tiub atau dawai — kepada sudut tepat, lengkung atau bentuk tiga dimensi yang kompleks tanpa memotong atau mengimpal. Kesimpulan teras adalah mudah: jika barisan pengeluaran anda memerlukan bentuk logam yang konsisten dan boleh berulang pada skala, mesin lentur khusus bukanlah peralatan pilihan — ia adalah tulang belakang aliran kerja anda. Lenturan manual memperkenalkan kesilapan manusia, jejari lentur yang tidak konsisten, dan keletihan pengendali; lenturan berjentera menghapuskan ketiga-tiganya.
Mesin lentur logam moden terdiri daripada brek penekan hidraulik ringkas yang mampu membengkokkan plat keluli lembut 3 mm kepada sistem berbilang paksi CNC yang canggih yang boleh melaksanakan 40 urutan lenturan yang berbeza dalam satu kitaran automatik. Brek tekan CNC jarak pertengahan, sebagai contoh, boleh mencapai kebolehulangan sudut ±0.1°, yang pada asasnya tidak boleh dicapai melalui operasi manual. Untuk kurungan automotif, saluran HVAC, bingkai perabot, penutup elektrik dan beratus-ratus kategori produk lain, tahap ketepatan ini bukanlah satu kemewahan — ia adalah keperluan pembuatan.
Mesin lentur spring ialah subset khusus daripada keluarga mesin lentur yang lebih luas. Sementara brek tekan am memfokuskan pada kepingan logam, a mesin lentur spring direka bentuk khusus untuk angin, gegelung, dan membentuk stok dawai atau rod menjadi spring mampatan, spring sambungan, spring kilasan dan bentuk wayar tersuai. Kedua-dua jenis mesin ini sering wujud bersama dalam kemudahan yang sama — dan memahami cara ia saling melengkapi adalah penting untuk mana-mana peralatan penyumberan pengurus fabrikasi.
Istilah "mesin logam lentur" adalah payung yang meliputi beberapa seni bina mesin yang berbeza. Memilih jenis yang salah untuk aplikasi anda membawa kepada kualiti bahagian yang tidak baik, haus perkakas yang berlebihan dan perbelanjaan modal yang tidak perlu. Di bawah ialah pecahan berstruktur bagi kategori utama.
Brek tekan ialah mesin lentur logam lembaran yang paling banyak digunakan di seluruh dunia. Ia menggunakan set pukulan dan mati untuk menggunakan daya setempat di sepanjang garis lurus, mewujudkan satu selekoh setiap lejang. Brek tekan hidraulik mendominasi aplikasi tugas berat — plat keluli lentur sehingga 25 mm tebal merentasi panjang lentur 6 meter atau lebih. Brek tekan servo elektrik, yang semakin popular sejak 2018, menawarkan penjimatan tenaga sebanyak 30–50% berbanding rakan hidraulik dan menyediakan masa kitaran yang lebih pantas untuk kerja tolok nipis (0.5–3 mm). Brek tekan CNC menambah kedudukan tolok belakang boleh atur cara, pampasan pemahkotaan automatik dan penjujukan selekoh berbilang langkah, mengurangkan masa persediaan dari jam ke minit apabila bertukar antara program bahagian.
Mesin lentur gulung — juga dikenali sebagai penggelek plat atau pembengkok bahagian — gunakan dua atau tiga gulungan terdorong untuk melengkungkan logam secara berterusan ke dalam arka, gelang atau silinder. Ia amat diperlukan untuk pembuatan kapal tekanan, pengeluaran paip, kerja keluli seni bina, dan fabrikasi tangki. Mesin simetri tiga gulung ialah standard untuk menghasilkan silinder berdiameter besar daripada plat rata. Mesin empat gulung menambah gulungan keempat yang membengkokkan terlebih dahulu bahagian hadapan, menghilangkan tempat rata yang merupakan had klasik reka bentuk tiga gulung. Jejari lentur dari lengkung 150 mm yang ketat kepada lengkok lembut yang merentangi beberapa meter boleh dicapai bergantung pada tonase mesin dan diameter gulungan.
Mesin lentur tiub membengkokkan bahagian berongga - tiub bulat, persegi atau segi empat tepat - tanpa meruntuhkan keratan rentas. Lenturan seri berputar, kaedah yang paling tepat, mengapit tiub pada acuan bentuk dan memutarkannya mengelilingi acuan selekoh tetap, selalunya dengan mandrel dalaman yang menghalang keruntuhan dinding. Kaedah ini adalah standard dalam sistem ekzos automotif, sangkar gulung, rangka basikal, dan talian hidraulik aeroangkasa. Bengkok tiub CNC dengan kepala perkakas berbilang tindanan boleh menghasilkan bahagian yang memerlukan berbilang lengkok dalam satah yang berbeza — satu komponen ekzos automotif mungkin mempunyai 8 hingga 12 selekoh berbeza yang diprogramkan mengikut urutan.
Mesin lentur wayar dan mesin lentur spring mengendalikan stok berdiameter lebih kecil - biasanya wayar dari diameter 0.1 mm hingga 20 mm - dan membentuknya menjadi bentuk dawai dua dimensi atau tiga dimensi yang kompleks, klip, kurungan, cangkuk dan spring. Kategori ini memerlukan perbincangan khusus dan diliputi secara mendalam dalam bahagian seterusnya.
| Jenis Mesin | Bahan Utama | Toleransi Biasa | Industri Bersama |
|---|---|---|---|
| Brek Tekan CNC | Lembaran logam 0.5–25 mm | ±0.1° | HVAC, elektronik, pembinaan |
| Gulung Pinggan | Plat sehingga 100 mm | ± 1–2 mm diameter | Kapal tekanan, tangki |
| Bender Tiub CNC | Tiub OD 6–200 mm | ±0.2° | Automotif, aeroangkasa |
| Mesin Lentur Spring | Kawat 0.1–20 mm | ±0.05 mm pic | Mata air, bentuk wayar, klip |
A mesin lentur spring — juga dirujuk sebagai mesin gegelung spring, bekas spring CNC, atau mesin membentuk wayar bergantung pada konfigurasi — ialah mesin logam lentur yang sangat khusus direka untuk memproses stok wayar menjadi spring dan bentuk wayar pada daya pemprosesan yang tinggi. Memahami prinsip operasinya membantu menjelaskan mengapa ia tidak boleh digantikan dengan mesin lentur tujuan umum.
Wayar ditarik dari gelendong atau diluruskan dari gegelung dan disuap melalui penggelek panduan ketepatan ke dalam zon pembentukan. Mekanisme suapan — lazimnya sistem gulung cubit dipacu servo — mengawal panjang wayar yang dikeluarkan kepada ketepatan ±0.05 mm. Dalam zon pembentukan, titik gegelung atau alat pembentuk memesongkan wayar untuk mencipta diameter gegelung. Alat pic pada masa yang sama mengawal kemaraan paksi gegelung, menentukan panjang bebas spring dan pic. Mekanisme pemotongan — sama ada pemotong berputar atau pisau sesondol dipacu sesondol — memutuskan spring siap daripada wayar pada titik yang diprogramkan.
Pada mesin lentur spring CNC, setiap paksi — panjang suapan, kedudukan titik gegelung, sudut alat pic dan pemasaan potong — dikawal secara servo dan disegerakkan melalui pengawal gerakan pusat. Mesin mewah daripada pengeluar seperti Wafios, Itaya atau Bamatec boleh menghasilkan spring mampatan pada kadar yang melebihi 200 keping seminit untuk wayar berdiameter kecil (di bawah 1 mm), dengan kebolehulangan dimensi yang tidak dapat didekati oleh belitan spring manual.
Springback — pemulihan anjal logam selepas dibengkokkan — merupakan cabaran utama dalam semua operasi lenturan logam, tetapi ia amat kritikal dalam pembuatan spring. Oleh kerana prestasi fungsi spring bergantung pada dimensi geometri yang tepat (panjang bebas, diameter gegelung, pic), sebarang springback yang menyebabkan sisihan dimensi secara langsung diterjemahkan kepada spring yang gagal dalam spesifikasi beban. Mesin lentur spring CNC mengimbangi springback mengikut algoritma: perisian kawalan membengkokkan wayar dengan jumlah yang dikira supaya selepas pemulihan elastik, spring siap mendarat pada dimensi sasaran. Nilai overbend ini berbeza-beza mengikut bahan wayar, diameter, keadaan temper dan jejari lentur, dan mesin moden menyimpan nilai ini dalam perpustakaan bahan untuk pertukaran kerja yang pantas.
Membeli mesin logam lentur — sama ada brek tekan, mesin lentur spring atau lentur tiub — memerlukan penilaian set parameter teknikal yang menentukan sama ada mesin itu benar-benar boleh menghasilkan bahagian anda. Bergantung pada penerangan jurujual tanpa mengesahkan angka ini terhadap keperluan bahagian anda ialah cara syarikat berakhir dengan mesin yang tidak dapat melakukan kerja.
Bahan yang dibengkokkan menentukan pemilihan alatan, keperluan tan, pampasan springback, dan jejari lentur yang boleh dicapai. Tidak semua logam bengkok sama, dan mesin logam lentur yang dioptimumkan untuk keluli lembut mungkin menghasilkan hasil yang sama sekali berbeza — atau gagal secara langsung — apabila cuba membengkokkan keluli spring atau titanium yang dikeraskan.
Bahan rujukan lalai untuk mesin logam lentur. Keluli lembut (kekuatan hasil kira-kira 250 MPa) memaafkan, bengkok bersih, dan mempunyai springback sederhana. Ia adalah bahan yang digunakan dalam penilaian tonase mesin dan syor pembukaan die. Keluli lembut gred S235 atau A36 dibengkokkan dengan pasti kepada jejari lentur dalam minimum 0.5× ketebalan bahan tanpa retak.
Keluli HSLA (kekuatan hasil 350–700 MPa) dan gred AHSS yang digunakan dalam struktur badan automotif memerlukan lebih banyak tan untuk dibengkokkan — selalunya 2 hingga 3 kali ganda tonase yang diperlukan untuk ketebalan keluli lembut yang setara . Springback juga berkadar lebih tinggi: lenturan 90° dalam keluli HSLA mungkin memerlukan pengaturcaraan pukulan kepada 84–87° untuk mencapai 90° selepas pemulihan springback. Bukaan die juga mestilah lebih lebar untuk mengelakkan keretakan pada garisan selekoh.
Keluli tahan karat austenit (304, 316) mengeras semasa lenturan, yang meningkatkan rintangan apabila lenturan berlangsung. Mereka memerlukan lebih kurang 50% lebih tan daripada keluli lembut dengan ketebalan yang sama dan mempamerkan springback yang jelas. Permukaan alat mesti sentiasa bersih untuk mengelakkan keluli tahan karat daripada tercemar, yang menyebabkan kakisan dalam perkhidmatan.
Aluminium memerlukan kurang tan daripada keluli tetapi lebih terdedah kepada tanda permukaan dan retak jika bengkok merentasi arah butiran kepingan. Keadaan suhu adalah kritikal: 5052-H32 mudah membengkok ke jejari ketebalan 1×, manakala 6061-T6 dalam ketebalan yang sama mungkin retak melainkan jejari lentur dinaikkan kepada ketebalan 3–4×. Mesin lentur spring memproses wayar aluminium untuk industri elektrik atau pembungkusan mesti menggunakan panduan yang digilap dan alat pembentuk untuk mengelakkan kerosakan permukaan.
Keluli spring — biasanya keluli karbon tinggi (0.6–1.0% karbon) atau keluli spring aloi seperti 51CrV4 — ialah bahan utama untuk mesin lentur spring. Bahan-bahan ini mempunyai kekuatan hasil 1,000–2,000 MPa dan springback yang sangat tinggi. Mesin lentur spring mesti mampu menggunakan daya pembentuk yang melebihi kekuatan alah wayar sambil mengawal ubah bentuk plastik yang menentukan geometri akhir spring dengan tepat. Kawat muzik (ASTM A228) ialah gred wayar spring yang paling biasa — lebih 70% spring mampatan ketepatan digulung daripada wayar muzik atau wayar yang ditarik keras kerana kekuatan tegangan dan kualiti permukaan yang konsisten.
| bahan | Kekuatan Hasil (MPa) | Tahap Springback | Min. Jejari Bengkok | Tonaj lwn Keluli Lembut |
|---|---|---|---|---|
| Keluli Lembut (A36) | 250 | rendah | 0.5× t | 1× (garis dasar) |
| Keluli HSLA | 450–700 | tinggi | 1.5–2× t | 2–3× |
| 304 Tahan Karat | 310 | Sederhana-Tinggi | 1× t | 1.5× |
| 6061-T6 Aluminium | 276 | Sederhana | 3–4× t | 0.5× |
| Wayar Muzik (ASTM A228) | 1,500–2,000 | Sangat Tinggi | 0.5–1× d | Mesin spring sahaja |
Setiap mesin logam lentur jatuh ke dalam satu daripada tiga peringkat kawalan: manual, hidraulik/mekanikal dengan kawalan asas atau CNC penuh. Setiap peringkat mempunyai profil kos kepada keupayaan yang berbeza, dan pilihan yang tepat bergantung pada volum pengeluaran, kerumitan bahagian dan kemahiran pengendali yang tersedia.
Brek folder manual, kotak kendalian tangan dan brek pan, dan mesin gegelung spring yang dilaraskan secara manual sesuai untuk kerja prototaip, pengeluaran volum sangat rendah (kurang daripada 50 bahagian setiap larian), atau situasi di mana kepelbagaian bahagian sangat tinggi dan tetapan sentiasa berubah. Kos modal mereka adalah rendah — brek folder manual yang mampu membengkokkan keluli 1.2 mm merentasi 1 m boleh dibeli dengan harga $500–$3,000. Pertukaran adalah kualiti yang bergantung kepada pengendali, daya pemprosesan yang perlahan dan usaha fizikal yang ketara untuk tolok yang lebih berat. Dalam konteks pembuatan musim bunga, mesin pelarik belitan spring manual masih digunakan untuk prototaip dan pesanan satu keping tersuai di mana masa pengaturcaraan CNC akan melebihi nilai bahagian.
Brek tekan hidraulik dengan hentian kedalaman mudah dan tolok belakang yang ditetapkan secara manual mewakili tenaga kerja kedai fabrikasi kecil dan sederhana di seluruh dunia. Mesin ini lasak, agak mudah untuk diselenggara, dan mampu melakukan kerja berat. Brek tekan hidraulik 100 tan, 2.5 m dengan tolok belakang 2 paksi asas biasanya berharga $15,000–$40,000 bergantung pada jenama dan asal. Ia amat sesuai untuk larian bahagian sederhana volum sederhana — bebibir lurus, saluran dan sudut dalam keluli lembut atau aluminium di mana satu atau dua lengkok setiap bahagian diperlukan.
Kawalan CNC penuh mengubah mesin lentur menjadi sel pembuatan boleh diprogramkan. Brek tekan CNC menyimpan beratus-ratus program bahagian, setiap satu menentukan urutan selekoh, kedudukan tolok belakang, kedalaman perjalanan tebuk, pembetulan mahkota dan parameter bahan. Operator memilih program, memuatkan bahagian, dan mesin melaksanakan keseluruhan urutan lenturan secara automatik. Masa persediaan untuk kerja ulangan menurun daripada 45–90 minit (pada mesin yang ditetapkan secara manual) kepada kurang daripada 5 minit. Untuk kilang yang menjalankan 20–30 nombor bahagian berbeza setiap hari, pengurangan masa tidak produktif ini bernilai lebih setiap tahun daripada premium harga sistem CNC.
Mesin lentur spring CNC memberikan faedah yang serupa: setelah program spring ditulis dan layak, setiap pengeluaran seterusnya bermula dari garis dasar yang diketahui. Perubahan parameter — diameter gegelung, panjang bebas, pic — hanya memerlukan suntingan perisian dan bukannya pelarasan mekanikal. Pengawal mesin spring CNC terkemuka dari Wafios (Jerman) dan Itaya (Jepun) menyertakan maklum balas dimensi masa nyata: sistem pengukur bersepadu memeriksa setiap spring terhadap spesifikasi yang diprogramkan, menolak bahagian yang tidak bertoleransi secara automatik. Masa kelayakan artikel pertama menurun sebanyak 60–80% berbanding dengan mesin gegelung yang ditetapkan secara manual.
Mesin lentur hanya berkemampuan seperti perkakasnya. Untuk brek tekan, set penebuk dan mati menentukan jejari selekoh minimum, sudut selekoh yang boleh dicapai dan ketebalan bahan maksimum. Untuk mesin lentur spring, alat gegelung, alat pic dan alat pemotong mentakrifkan geometri spring yang boleh dihasilkan. Perkakas ialah kos berulang yang mesti diambil kira dalam jumlah kos pengiraan pemilikan.
Alatan brek tekan gaya Eropah standard (serasi dengan Trumpf/Wila) telah menjadi piawaian global de facto, dengan perkakasan daripada satu mesin pemasangan pengeluar daripada berpuluh-puluh mesin lain. Profil tebuk terdiri daripada tebukan sudut akut (30°) untuk bebibir yang ketat kepada tebukan leher angsa untuk lenturan kotak dalam kepada tebukan mengelim untuk lipatan jejari sifar. Bukaan mati V dipilih berdasarkan ketebalan bahan: peraturan industri ialah bukaan V = 6–10× ketebalan bahan untuk lenturan udara. Penebuk dan mati keluli alat yang dikeraskan dalam konfigurasi standard bertahan 500,000 hingga 1,000,000 pukulan sebelum memerlukan pemulihan. Perkakas khusus — pengikut roller untuk lenturan jejari, pukulan mengimbangi untuk bebibir sempit — menambah serba boleh tetapi meningkatkan kos inventori perkakas.
Peralatan untuk mesin lentur spring adalah lebih khusus aplikasi daripada perkakas brek tekan. Titik gegelung lazimnya adalah tungsten karbida yang berhujung untuk menahan lelasan berterusan wayar tegangan tinggi pada kelajuan tinggi. Titik gegelung mungkin bertahan 50–200 juta kitaran sebelum penggantian, tetapi ini berbeza dengan ketara dengan keadaan permukaan wayar dan pelinciran. Alat pancang, tiub panduan dan alat pemotong juga tertakluk kepada haus dan mesti diperiksa pada selang masa yang tetap. Mengekalkan stok bahan guna perkakas — terutamanya untuk spring pengeluaran volum tinggi — menghalang masa henti yang tidak dirancang yang mahal. Kos set perkakas lengkap untuk profil spring baharu pada mesin lentur spring CNC berjulat dari $200 hingga $2,000 bergantung pada kerumitan, yang sederhana berbanding kos perkakas brek tekan untuk geometri bahagian luar biasa.
Setiap operasi mesin logam lentur menghadapi masalah kualiti yang berulang. Mengenal pasti punca - mesin, perkakas, bahan atau pengaturcaraan - adalah prasyarat untuk menyelesaikan masalah. Berikut ialah kecacatan yang paling biasa ditemui dalam operasi brek tekan dan lentur spring, dengan punca dan pembetulannya.
Gejala: Selekoh 90° berukuran 90° di tengah tetapi 92° di hujung, atau sebaliknya. Punca pada brek tekan: pesongan rangka mesin (tunduk) di bawah beban, menyebabkan bahagian tengah katil terpesong lebih daripada hujungnya. Pembetulan: aktifkan sistem pemahkotaan; jika mesin tidak mempunyai pemahkotaan, gunakan acuan bersegmen dengan bahagian yang lebih tebal di tengah, atau kurangkan panjang selekoh untuk kekal dalam kapasiti selekoh lurus yang dinilai mesin. Pada mesin lentur spring, variasi pic di sepanjang panjang spring mencadangkan alat pic yang haus atau pelurus wayar yang tidak konsisten.
Gejala: Bahagian yang dibengkokkan ke program yang sama keluar dengan sudut yang sedikit berbeza — dalam satu kelompok atau antara kelompok. Punca: variasi sifat bahan antara gegelung atau kepingan. Malah bahan yang diperakui pada gred yang sama boleh berbeza-beza sebanyak ±5–10% dalam kekuatan hasil antara haba pengeluaran. Pembetulan: lenturan bawah (coining) dan bukannya lenturan udara menghilangkan variasi springback pada kos tonase yang lebih tinggi — bahan itu cacat sepenuhnya dari segi plastik melalui ketebalannya. Untuk lenturan spring, ini menjelma sebagai serakan panjang bebas dan diperbetulkan dengan mengetatkan spesifikasi pembekal wayar (julat kekuatan tegangan), menambah baik pelurus wayar dan menggunakan ukuran maklum balas gelung tertutup untuk melaraskan parameter pembentukan dalam masa nyata.
Gejala: Permukaan luar selekoh mengalami retakan mikro atau patah yang boleh dilihat. Punca: jejari lentur terlalu ketat untuk bahan, lentur melawan arah butiran bahan (arah bergolek), atau menggunakan bahan keras yang mempunyai kemuluran yang tidak mencukupi. Pembetulan: tambah jejari lentur dalam (minimum 1× ketebalan bahan untuk kebanyakan keluli dalam arah melintang, 2× dalam arah membujur untuk aloi yang lebih keras). Untuk kepingan logam, arahkan bahagian supaya garisan selekoh adalah berserenjang dengan arah guling. Untuk wayar spring, keretakan menunjukkan kecacatan permukaan wayar atau jejari gegelung di bawah minimum untuk diameter dan suhu wayar tersebut.
Gejala: Panjang bebas musim bunga bermula pada nominal dan secara beransur-ansur meningkat atau berkurangan sepanjang tempoh pengeluaran tanpa perubahan program. Punca: pengembangan terma penggelek suapan mesin atau alat pembentuk apabila mesin memanaskan badan dari permulaan sejuk, atau kehausan progresif pada titik gegelung mengubah jejari gegelung berkesan. Pembetulan: benarkan tempoh memanaskan badan selama 15–20 minit sebelum pengukuran pengeluaran; memantau dan log panjang bebas pada carta kawalan proses statistik sepanjang larian; wujudkan selang perubahan alatan berdasarkan hanyutan panjang yang diukur dan bukannya selang masa sewenang-wenangnya.
Memahami industri mana yang paling banyak bergantung pada mesin logam lentur membantu mengkontekstualisasikan skala kategori peralatan ini dan kepentingan yang terlibat dalam pemilihan dan penyelenggaraan mesin.
Kenderaan penumpang tunggal mengandungi anggaran 100 hingga 200 komponen spring individu — spring injap, spring suspensi, spring tempat duduk, spring balik brek, spring klac, dan berpuluh-puluh klip wayar dan penahan. Setiap satu daripada ini dihasilkan pada mesin lentur spring. Mesin lentur logam kepingan menghasilkan tetulang badan, kurungan, perisai haba, dan anggota struktur. Keperluan toleransi industri automotif — digabungkan dengan volum pengeluaran yang diukur dalam berjuta-juta unit setiap tahun — menjadikan mesin lentur CNC dengan pengukuran dalam proses dan kawalan proses statistik penting.
Aplikasi aeroangkasa menuntut kebolehkesanan dan pensijilan pada setiap langkah pengeluaran. Mesin lentur CNC dalam kemudahan aeroangkasa mesti mengekalkan jejak audit yang lengkap — merekod program yang digunakan, parameter mesin dan dimensi yang diukur bagi setiap bahagian. Aloi titanium, Inconel dan aluminium-litium memberikan cabaran lenturan yang melampau: springback titanium adalah kira-kira dua kali ganda daripada keluli pada ketebalan yang setara, memerlukan pampasan overbend yang canggih. Mesin lentur spring dalam aeroangkasa menghasilkan spring gear pendaratan, spring tempat duduk ejector, dan spring balik kabel kawalan untuk spesifikasi beban yang tepat yang disahkan oleh ujian beban mandatori.
Industri elektronik menggunakan mesin lentur spring untuk menghasilkan spring sesentuh untuk penyambung, sesentuh bateri, spring suis, dan penahan bentuk wayar dalam bahan daripada gangsa fosforus dan tembaga berilium kepada keluli tahan karat. Bahagian ini selalunya sangat kecil — diameter wayar 0.1–0.5 mm adalah perkara biasa — dan memerlukan kadar pengeluaran beberapa ratus keping seminit dengan toleransi dimensi ±0.02 mm. Mesin lentur kepingan logam menghasilkan penutup, casis, dan kurungan sink haba untuk peralatan elektronik dalam aluminium dan keluli.
Brek tekan dan brek folder mendominasi pembinaan dan fabrikasi logam HVAC, menghasilkan kerja saluran, berkelip, panel fascia, kurungan struktur, sudut lintel, dan penutup peralatan daripada keluli tergalvani, aluminium dan kepingan keluli tahan karat. Kedai logam kepingan yang menyediakan perkhidmatan HVAC mungkin mengendalikan 3–8 brek tekan pelbagai kapasiti untuk mengendalikan bahan tolok dan saiz bahagian yang berbeza. Produktiviti di kedai-kedai ini diukur dengan meter linear profil bengkok setiap syif — operasi brek tekan CNC yang dikendalikan dengan baik boleh menghasilkan 2,000 hingga 4,000 meter linear produk bengkok setiap syif 8 jam , bergantung pada kerumitan bahagian dan bahan.
Mata air perubatan dan bentuk wayar — wayar panduan kateter, spring klip pembedahan, spring penetapan implan, dan komponen peralatan diagnostik — dihasilkan pada mesin lentur spring ketepatan mengikut spesifikasi gred bioperubatan. Bahan dalam sektor ini termasuk keluli tahan karat 316L, nitinol (aloi ingatan bentuk nikel-titanium), dan titanium. Dawai nitinol yang terbentuk pada mesin lentur spring adalah amat mencabar: kelakuan superelastik bahan bermakna model springback standard tidak digunakan, dan laluan alat mesti dibangunkan secara empirik untuk setiap geometri bahagian.
Menyumber mesin logam lentur — terutamanya mesin lentur spring — memerlukan usaha yang lebih wajar daripada kebanyakan pembelian peralatan modal kerana keupayaan mesin sangat khusus aplikasi dan perbezaan prestasi antara pembekal adalah ketara. Senarai semak berikut terpakai tidak kira sama ada anda membeli baharu, diubah suai atau terpakai.
Pembekal yang boleh menjalankan bahagian sampel sebenar anda pada mesin demonstrasi mereka dan menunjukkan kepada anda hasil pemeriksaan artikel pertama adalah jauh lebih berharga daripada pembekal yang hanya menyediakan helaian spesifikasi. Tegaskan demonstrasi mesin dengan wayar atau bahan helaian anda sebelum membuat pembelian. Minta rujukan daripada pelanggan dalam industri anda dan hubungi mereka. Tanya secara khusus tentang ketepatan dari semasa ke semasa (bukan hanya prestasi luar kotak), ketersediaan alat ganti dan responsif sokongan teknikal apabila mesin mati semasa pengeluaran.
Harga pembelian mesin logam lentur biasanya 40–60% daripada jumlah kos pemilikan sepanjang hayat operasi 10 tahun. Bakinya terdiri daripada perkakas ($5,000–$50,000 sepanjang hayat mesin untuk brek tekan), penyelenggaraan dan alat ganti (belanjawan 2–4% daripada harga pembelian setiap tahun), penggunaan tenaga (brek tekan hidraulik 80 tan menggunakan kira-kira 7.5 kW; mesin servo elektrik yang setara menggunakan 1.5–2 kW secara purata), dan latihan pengendali secara purata. Untuk mesin lentur spring, tambahkan kos sekerap wayar semasa persediaan — kerja membentuk spring yang kurang diprogramkan pada mesin CNC boleh menggunakan 5–15 kg dawai sebelum sampel yang baik dicapai, yang pada $3–$8/kg untuk wayar muzik mewakili $15–$120 kehilangan bahan mentah bagi setiap persediaan.
Brek akhbar terpakai daripada pengeluar terkemuka — AMADA, Trumpf, Bystronic, LVD — boleh memberikan 80–90% keupayaan mesin baharu pada 30–50% daripada harga pembelian, dengan syarat mesin telah diselenggara dengan betul dan pengawal CNC serta sistem hidraulik berada dalam keadaan baik. Titik pemeriksaan utama termasuk selari ram (semak dengan tahap ketepatan merentas ram pada berbilang kedudukan), ketepatan kedudukan tolok belakang (sahkan dengan program ujian yang menjalankan 20 kitaran kedudukan berturut-turut dan variasi mengukur), dan keadaan minyak hidraulik dan kestabilan tekanan sistem. Untuk mesin lentur spring terpakai, periksa haus alat bergelung, keadaan penggelek suapan dan sahkan sistem kawalan boleh berkomunikasi dengan perisian pengaturcaraan semasa — pengawal proprietari yang usang boleh menjadikan mesin tidak boleh digunakan dengan berkesan jika perisian tidak lagi disokong.
Brek tekan dan mesin lentur spring adalah antara alatan mesin yang paling terdedah kepada kecederaan dalam fabrikasi logam. Brek tekan khususnya mempunyai sejarah panjang kecederaan tangan dan jari yang disebabkan oleh tumbukan dan mati yang menutup dengan cepat. Piawaian keselamatan moden telah mengurangkan kadar kecederaan dengan ketara, tetapi pematuhan memerlukan pemahaman sistem keselamatan khusus yang terlibat.
Mesin lentur spring memberikan profil kecederaan yang berbeza: bahaya utama ialah wayar terterbang semasa bergelung, terutamanya apabila putus wayar atau salah suapan berlaku pada kelajuan pengeluaran yang tinggi. Wayar berakhir pada 150–200 m/min boleh menyebabkan luka yang teruk. Pengawal tertutup di sekitar zon pembentukan, PPE wajib (cermin mata keselamatan dan sarung tangan tahan potong), dan sistem berhenti automatik yang dicetuskan oleh penderia putus wayar adalah keperluan keselamatan minimum. Mesin lentur spring tidak boleh dikendalikan dengan pengadang ditanggalkan, walaupun semasa persediaan dan pelarasan — amalan yang secara mendadak meningkatkan risiko kecederaan dan merupakan punca utama kecederaan yang berlaku di kemudahan pembuatan musim bunga.

TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK12120 TK-12120 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-6160 TK-6160 CNC Spring Rolling Machine ...
Lihat Butiran
TK-6120 TK-6120 CNC Spring Rolling Machine ...
Lihat Butiran
TK-5200 TK-5200 5AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-5160 TK-5160 5AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-5120 TK-5120 5AXES CNC Spring Coiling Machine ...
Lihat ButiranKod QR Mudah Alih

 Bahasa
Bahasa 

