Mesin gegelung wayar automatik menggulung, mengukur dan mengikat wayar atau kabel ke dalam gegelung yang konsisten tanpa campur tangan pengendali antara kitaran. Mesin menarik wayar daripada gelendong bekalan, mengira panjang atau berat kepada nilai pratetap, melilit gegelung pada ketegangan terkawal, mengikat atau merakam berkas, kemudian mengeluarkannya dan memulakan kitaran seterusnya — semuanya dalam gelung berterusan. Bergantung pada model, masa kitaran setiap gegelung berjulat dari 8 hingga 45 saat , yang bermaksud satu mesin boleh menghasilkan 80 hingga 450 gegelung siap sejam. Tahap keluaran itu adalah mustahil secara fizikal dengan tangan dan merupakan sebab utama pengeluar melabur dalam automasi.
Kategori ini merangkumi pelbagai subjenis. Unit penggulungan asas mengendalikan wayar lembut dalam diameter tetap. Varian berkelajuan tinggi menambah lengan lintasan dipacu servo untuk penggulungan berlapis. Garis gabungan termasuk pemotongan sebaris, pelucutan atau pelabelan. Mesin gegelung spring berkongsi beberapa DNA mekanikal — ia juga membengkokkan wayar menjadi bentuk heliks berulang — tetapi direka bentuk untuk toleransi dimensi yang lebih ketat dan daya spring-back yang lebih tinggi, biasanya beroperasi pada dawai aloi yang lebih keras antara diameter 0.1 mm dan 20 mm. Memahami perbezaan ini membantu pembeli memadankan mesin yang betul dengan keperluan pengeluaran sebenar mereka.
Setiap mesin gegelung wayar automatik dibina di sekeliling satu set kecil subsistem. Sejauh mana setiap subsistem direkayasa menentukan daya pemprosesan, kualiti gegelung dan kebolehpercayaan jangka panjang.
Kawat memasuki mesin melalui unit pelurus dan satu set penggelek pemacu. Sistem kawalan ketegangan - biasanya lengan penari yang disambungkan ke servo atau silinder pneumatik - mengekalkan kadar suapan wayar dan tegangan belakang malar tanpa mengira kelajuan kekili bekalan dilepaskan. Ketegangan yang tidak konsisten menyebabkan variasi diameter gegelung, lilitan longgar, atau bengkok. Mesin premium mengekalkan ketegangan dalam ±2% merentasi gulungan penuh dari bungkus pertama hingga terakhir. Model belanjawan sering melangkau maklum balas ketegangan gelung tertutup, yang menjadi kelihatan sebagai hanyut diameter apabila gelendong bekalan turun di bawah kapasiti 20%.
Lengan penggulungan berputar mengelilingi mandrel diameter tetap atau boleh laras. Pada mesin satu lengan, satu lengan meletakkan wayar dalam satu laluan; pada unit dwi-lengan atau lengan berputar, dua lengan yang bertentangan berselang-seli untuk mengurangkan separuh masa kitaran. Diameter mandrel menetapkan diameter dalam (ID) gegelung siap. Mandrel boleh laras — biasanya digerakkan secara pneumatik — membenarkan penukaran pantas antara saiz gegelung tanpa perubahan alatan, yang penting bagi pengeluar kontrak yang menjalankan berbilang SKU setiap syif. Julat ID biasa pada mesin gegelung wayar automatik jarak pertengahan ialah 80 mm hingga 500 mm , walaupun mesin khusus berukuran sekecil 30 mm untuk kabel instrumen.
Panjang gegelung diukur dengan pengekod berputar pada penggelek pemacu atau dengan sensor laser mengira anjakan wayar. Pengukuran berasaskan berat — menggunakan sel beban sebaris — diutamakan untuk aplikasi yang berat gegelung, bukan panjang, menentukan harga jualan (biasa dalam wayar berbungkus runcit). Pengukuran panjang berasaskan pengekod mencapai ketepatan ±0.1% hingga ±0.5% bergantung pada resolusi pengekod dan slip roller pemacu. Untuk kabel bernilai tinggi seperti gentian optik atau sepaksi, ±0.1% atau lebih baik ialah ambang yang boleh diterima.
Setelah penggulungan selesai, gegelung mesti diikat. Tiga kaedah pengikatan biasa ialah: pembalut pita pengedap haba, aplikasi pengikat pintal, dan pengikat tali velcro atau plastik. Sistem pengedap haba adalah pantas (di bawah 2 saat setiap gegelung) dan menghasilkan penampilan runcit yang bersih. Unit tali leher lebih perlahan tetapi tidak memerlukan pita boleh habis. Pengikat tali adalah standard untuk gegelung industri berat melebihi 5 kg. Unit pengikat ialah titik penyelenggaraan yang paling kerap pada barisan pengeluaran tinggi — kepala pengikat pada unit pita biasanya memerlukan penyelenggaraan pencegahan setiap 500,000 hingga 800,000 kitaran .
Kedua-dua jenis mesin sering keliru kerana kedua-dua wayar angin menjadi bentuk heliks. Dalam amalan, niat reka bentuk mereka, spesifikasi wayar dan toleransi output berbeza dengan ketara.
| Parameter | Mesin Gegelung Wayar Automatik | Mesin Gegelung Spring |
|---|---|---|
| Keluaran utama | Dawai / gegelung kabel yang dibungkus | Spring mampatan, lanjutan atau kilasan |
| Julat diameter wayar | 0.5 mm – 50 mm | 0.1 mm – 20 mm |
| Bahan wayar | Tembaga, aluminium, kabel bersalut | Keluli spring, tahan karat, aloi titanium |
| Toleransi dimensi | ±2 – 5 mm pada gegelung OD | ±0.05 – 0.1 mm pada gegelung OD |
| Kadar keluaran biasa | 80 – 450 gegelung/jam | 20 – 200 mata air/minit |
| Paksi kawalan kunci | Panjang/berat, kelajuan penggulungan, ketegangan | Pitch, OD, panjang bebas, pembentukan jenis akhir |
| Pasca proses | Mengikat / melabel | Rawatan haba / shot peening |
Mesin gegelung spring menggunakan set alat membentuk — titik gegelung, alat pic dan pemotong pembentuk akhir — untuk menghasilkan bahagian dengan ciri spring mekanikal yang tepat. Mesin mesti mengimbangi spring-back, yang berbeza dengan kekerasan wayar dan diameter. Mesin gegelung spring CNC melakukan ini secara automatik melalui maklum balas gelung tertutup. Mesin gegelung wayar automatik tidak mempunyai cabaran yang setara: ia memutar wayar lembut dan mulur yang mengekalkan bentuknya tanpa pampasan spring-back. Oleh itu, kerumitan perkakasan dan kos unit mesin gegelung spring adalah jauh lebih tinggi — gegelung spring CNC untuk wayar halus bermula pada kira-kira $40,000 USD , manakala mesin gegelung wayar automatik peringkat permulaan untuk kabel elektrik bermula $8,000 hingga $15,000 USD .
Spesifikasi kelajuan dalam katalog mesin boleh mengelirukan tanpa konteks. Pengilang memetik kelajuan penggulungan maksimum dalam meter seminit (m/min) — tetapi keluaran gegelung siap sejam banyak bergantung pada saiz gegelung, kaedah pengikatan dan sama ada pemotongan adalah sebaris atau luar talian.
Pertimbangkan senario biasa: pengilang memerlukan gegelung 50 meter wayar elektrik 2.5 mm², diikat dengan pita, dengan pelabel automatik sebaris. Pada kelajuan penggulungan 80 m/min, setiap gegelung 50 meter mengambil masa kira-kira 37.5 saat penggulungan. Tambah 2 saat untuk mengikat pita dan 1.5 saat untuk penggunaan label, dan jumlah masa kitaran adalah kira-kira 41 saat — menghasilkan kira-kira 88 gegelung sejam . Alihkan itu kepada gegelung 100 meter: penggulungan mengambil masa 75 saat, pengikatan dan pelabelan kekal 3.5 saat, jumlah kitaran ialah 78.5 saat — kini output adalah 46 gegelung sejam .
Ini menggambarkan mengapa saiz gegelung penting sama seperti kelajuan mesin semasa mengira ROI. Mesin kedua pada barisan pengeluaran yang sama menggandakan keluaran pada kira-kira 60–70% daripada kos mesin pertama (tidak perlu menduplikasi pelurus, kaki gelendong bekalan atau infrastruktur kabinet kawalan).
Penggulungan wayar manual oleh pekerja berpengalaman menghasilkan kira-kira 40 hingga 60 gegelung sejam untuk gegelung kecil (di bawah 25 m) dan 20 hingga 35 gegelung sejam untuk gegelung yang lebih besar (50–100 m), dengan keletihan mengurangkan keluaran sebanyak 15–25% sepanjang syif 8 jam. Mesin gegelung wayar automatik mengekalkan kelajuan terkadarnya merentasi peralihan penuh tanpa variasi yang berkaitan dengan keletihan. Pada kadar buruh $18/jam dan kitaran automasi yang menggantikan 1.5 kedudukan FTE setiap mesin, mesin jarak pertengahan berharga $25,000 mencapai bayaran balik dalam bawah 14 bulan pada operasi dua anjakan — angka yang konsisten dengan kajian ROI yang diterbitkan oleh beberapa persatuan industri wayar dan kabel.
Mesin ini muncul dalam pelbagai industri yang mengejutkan, masing-masing dengan keperluan prestasi tertentu.

Pembeli kerap terlalu menentukan atau kurang menentukan mesin dengan memfokuskan pada satu parameter — biasanya kelajuan penggulungan — sambil mengabaikan isu keserasian yang menimbulkan masalah sebenar selepas pemasangan. Penilaian berstruktur menggunakan kriteria berikut mengelakkan kesilapan perolehan yang paling biasa.
Tentukan rangkaian penuh diameter wayar dan bahan yang mesti dikendalikan oleh mesin — bukan hanya produk utama semasa anda. Mesin bersaiz untuk konduktor tembaga 1.5–6 mm² mengendalikan kerja hari ini, tetapi jika campuran produk mengembang untuk merangkumi 10 mm² atau 16 mm², mesin sedia ada mungkin kekurangan tork atau kelegaan mandrel yang diperlukan. Sahkan bahawa sistem ketegangan mesin boleh mengendalikan kedua-dua wayar yang paling kaku dan paling fleksibel dalam julat yang dirancang tanpa konfigurasi semula.
Diameter dalam, diameter luar dan lebar gegelung mesti semuanya berada dalam sampul mekanikal mesin. Untuk gegelung berat — melebihi 8 kg — sahkan sistem lenting mesin dan penghantar (jika disertakan) dinilai untuk beban tersebut. Gegelung yang dijatuhkan daripada ejector yang dinilai kurang menghasilkan lilitan yang longgar pada hentaman, yang merupakan aduan kualiti biasa yang dikesan kembali kepada spesifikasi mekanikal yang kurang, bukan kesilapan operator.
Pilih antara ukuran berdasarkan panjang (pengekod) dan berdasarkan berat (sel beban) berdasarkan cara pelanggan anda menentukan produk. Menjual mengikut meter: gunakan pengekod. Menjual mengikut kilogram atau paun: gunakan sel beban. Sesetengah mesin menawarkan kedua-duanya dalam konfigurasi hibrid — berguna untuk kemudahan yang menyediakan perkhidmatan runcit (berat) dan perdagangan (panjang) pelanggan dari talian yang sama.
Padankan sistem pengikatan dengan standard pembungkusan anda dan rantaian bekalan boleh guna. Unit pita kedap haba menggunakan gulungan pita proprietari — sahkan bahawa mesin menerima lebar pita standard yang tersedia secara komersial (biasanya 12 mm atau 19 mm) atau pembekal anda menyimpan saiz proprietari pada harga yang kompetitif. Unit pengikat pusing tidak memerlukan bahan habis pakai khas tetapi menambah 1–3 saat setiap kitaran berbanding dengan pengikatan pita.
Mesin gegelung wayar automatik moden menggunakan kawalan berasaskan PLC (siri Siemens S7 dan Mitsubishi FX paling biasa dalam peralatan buatan China; Allen-Bradley dalam mesin pemasangan Amerika Utara). Sahkan bahasa HMI sepadan dengan bahasa pengendali anda — bilangan mesin yang mengejutkan tiba dengan antara muka bahasa Cina sahaja yang memerlukan pengaturcaraan semula yang mahal. Untuk penyepaduan Industri 4.0, sahkan sama ada mesin menyokong OPC-UA atau Modbus TCP untuk eksport data pengeluaran ke sistem MES.
Mesin gegelung wayar menjalankan dua syif menghasilkan lebih 300,000 gegelung setahun . Kehausan kepala yang mengikat, penentukuran pengekod dan penggantian tali pinggang pemacu adalah acara penyelenggaraan rutin — bukan luar biasa. Sebelum membeli, sahkan masa menunggu ketersediaan alat ganti, keupayaan diagnostik jauh pembekal dan sama ada juruteknik perkhidmatan tempatan tersedia dalam wilayah anda. Mesin daripada pembekal tanpa sokongan serantau boleh terbiar selama 2–6 minggu menunggu alat ganti, yang memadamkan penjimatan buruh selama berbulan-bulan.
Memahami mod kegagalan mesin gegelung wayar automatik membantu kedua-dua pembeli menilai peralatan dan pengurus pengeluaran mendiagnosis masalah tanpa masa henti yang tidak perlu.
Harga mesin gegelung wayar automatik merangkumi julat yang luas. Peringkat berikut menggambarkan harga pasaran pada 2024 untuk mesin yang disasarkan pada pembungkusan wayar elektrik volum pertengahan.
| Julat Harga (USD) | Jenis Mesin | Kelajuan Maks Biasa | Sistem Kawalan | Julat Wayar Biasa |
|---|---|---|---|---|
| $8,000 – $15,000 | Separa automatik peringkat permulaan | 40 – 60 m/min | PLC asas, skrin sentuh | 0.5 – 6 mm² |
| $18,000 – $35,000 | Automatik sepenuhnya, satu lengan | 80 – 120 m/min | Pemacu servo, Siemens PLC | 0.5 – 16 mm² |
| $40,000 – $80,000 | Dwi-lengan berkelajuan tinggi atau dwi-spindle | 150 – 250 m/min | Servo penuh, sedia MES | 0.5 – 35 mm² |
| $90,000 | Sistem sebaris lengkap dengan pelabelan | 200 m/min | Integrasi Industri 4.0 | Tersuai mengikut spesifikasi |
Mesin keluaran China mendominasi segmen $8,000–$35,000 dan menawarkan spesifikasi yang kompetitif. Mesin Eropah dan Jepun - terutamanya daripada pengeluar di Jerman, Itali dan Jepun - menumpukan pada peringkat $40,000 dan biasanya menawarkan toleransi yang lebih ketat, dokumentasi yang lebih baik dan rangkaian perkhidmatan serantau yang lebih kukuh. Bagi pembeli di Amerika Utara atau Eropah yang mendapatkan daripada pembekal China, pemfaktoran dalam pengangkutan, duti import (kini 7.5–25% bergantung pada kod HS dan status perjanjian perdagangan), dan kos pemasangan adalah penting untuk perbandingan jumlah kos yang tepat.

Jika aplikasi anda melibatkan penghasilan spring — mampatan, sambungan, kilasan atau rata — berbanding membungkus wayar elektrik, mesin gegelung spring ialah kategori peralatan yang betul. Kriteria pemilihan dan tanda aras prestasi berbeza sepenuhnya daripada kriteria untuk mesin gegelung wayar automatik.
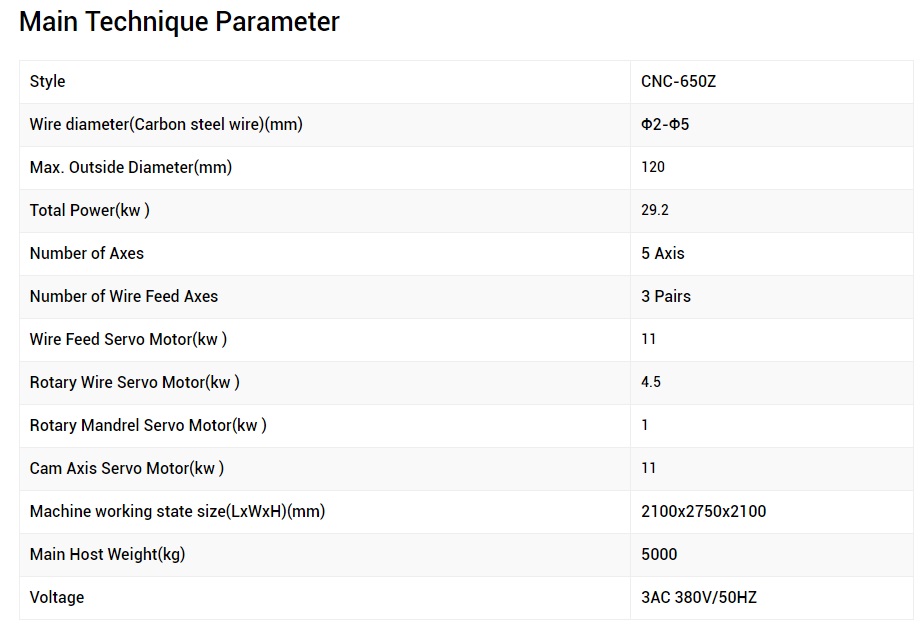
Mesin gegelung spring CNC menghasilkan spring dengan menyuap wayar yang ditarik keras atau pra-tempa melalui set alat pembentuk di bawah kawalan komputer. Mesin melaraskan nada, diameter luar dan konfigurasi hujung dalam masa nyata berdasarkan program bahagian. Mesin gegelung spring CNC mewah — seperti dari Wafios (Jerman), Itaya (Jepun), atau Simco (Taiwan) — mencapai kebolehulangan dimensi ±0.02 mm pada diameter luar dan ±0.1 mm pada panjang bebas, menjadikannya sesuai untuk spring injap automotif, komponen peranti perubatan dan spring penggerak aeroangkasa.
Cabaran utama bersama untuk kedua-dua mesin gegelung wayar automatik dan mesin gegelung spring ialah konsistensi suapan wayar. Kedua-duanya bergantung pada suapan wayar yang tepat untuk menghasilkan output yang konsisten. Dalam mesin gegelung spring, ketidakkonsistenan suapan menghasilkan variasi panjang atau pic yang gagal dalam pemeriksaan dimensi. Dalam mesin gegelung wayar, ia menghasilkan variasi panjang gegelung ke gegelung yang mencetuskan aduan pelanggan. Penyelesaian kejuruteraan adalah sama — penggelek suapan terkawal servo gelung tertutup — yang menerangkan mengapa pemindahan teknologi antara dua kategori mesin telah dipercepatkan sepanjang dekad yang lalu.
Kemudahan yang mengeluarkan kedua-dua spring dan produk wayar bergelung (seperti pembekal komponen automotif OEM yang turut menguruskan bekalan subkomponen wayar mereka sendiri) harus berbelanja untuk dua talian mesin yang berasingan. Percubaan untuk menggunakan mesin gegelung spring untuk pembungkusan wayar lembut atau mesin gegelung wayar automatik untuk pengeluaran spring menghasilkan kualiti yang tidak baik, haus perkakas yang berlebihan dan kekecewaan pengendali.
Penyelenggaraan yang dirancang pada mesin gegelung wayar automatik adalah mudah. Jadual berikut menggambarkan cadangan pengilang dan pengalaman lapangan daripada kilang wayar elektrik pengeluaran tinggi.
Kos boleh guna tahunan untuk mesin yang menjalankan dua syif termasuk lebih kurang $1,200–$2,500 dalam pita pengikat (dengan mengandaikan pita 18 mm pada 180,000–200,000 gegelung setahun), $300–$600 dalam penggantian penggelek pemacu, dan $150–$400 dalam pengedap dan kelengkapan pneumatik. Jumlah kos penyelenggaraan tahunan untuk mesin yang diselenggara dengan baik dalam profil operasi ini berjalan $2,000–$4,000 USD , atau kira-kira 8–16% daripada harga pembelian mesin asal setahun — kos terurus berbanding penjimatan buruh yang dihasilkan.

Ya, dengan syarat sistem ketegangan mesin dan mandrel bersaiz untuk kabel yang lebih keras. Kabel berperisai mempunyai jejari selekoh minimum yang jauh lebih tinggi daripada wayar konduktor standard — sentiasa sahkan terhadap kekakuan wayar minimum yang ditentukan mesin, bukan hanya diameter. Sesetengah mesin yang direka untuk kabel fleksibel tidak dapat menjana tork penggulungan yang mencukupi untuk melilit kabel berperisai tanpa beban motor. Sahkan penarafan kuasa motor (biasanya 2.2–7.5 kW untuk mesin jarak pertengahan) terhadap daya belitan yang diperlukan kabel.
Mesin gegelung menghasilkan gegelung runcit atau pengedaran siap daripada bekalan pukal. Mesin gulung semula memindahkan wayar dari satu dram atau kekili besar ke yang lain, biasanya untuk menukar format kili atau menggabungkan atau membahagi saiz kelompok. Sesetengah mesin melaksanakan kedua-dua fungsi dengan perubahan mod dalam tetapan PLC. Untuk kebanyakan aplikasi pembungkusan, mesin gegelung wayar automatik khusus adalah lebih sesuai kerana sistem pengikatan dan lontarnya dioptimumkan untuk keluaran gegelung siap.
Pada mesin dengan penyimpanan resipi dalam PLC, bertukar antara saiz gegelung adalah soal memilih resipi yang betul dan melaraskan diameter mandrel jika perlu. Pengingatan semula resipi mengambil masa di bawah 60 saat; pelarasan mandrel pada sistem pneumatik mengambil masa 2–5 minit. Mesin tanpa storan resipi memerlukan kemasukan semula manual semua parameter, yang mengambil masa 10–20 minit dan memperkenalkan risiko ralat kemasukan operator. Untuk kemudahan yang menjalankan lebih daripada dua atau tiga saiz gegelung setiap syif, penyimpanan resipi ialah ciri yang tidak boleh dirunding.
Penandaan CE diperlukan untuk mesin yang dijual ke Kawasan Ekonomi Eropah dan mengesahkan pematuhan dengan Arahan Jentera (2006/42/EC). Untuk pembeli Amerika Utara, cari pensijilan UL atau CSA pada panel elektrik. Pengilang China semakin membekalkan mesin bertanda CE untuk eksport — sahkan bahawa pensijilan telah dikeluarkan oleh badan diberitahu yang bertauliah, bukan diisytiharkan sendiri. Minta Perisytiharan Pematuhan dan fail pembinaan teknikal sebagai sebahagian daripada kontrak pembelian. Untuk industri yang mempunyai keperluan keselamatan khusus (wayar bersebelahan makanan, wayar pemasangan peranti perubatan), pensijilan tambahan mungkin dikenakan.
Dalam loji yang menghasilkan kedua-dua spring dan produk wayar berbungkus, mesin gegelung spring dan mesin gegelung wayar automatik wujud bersama sebagai talian yang berasingan sepenuhnya. Mereka berkongsi bahan input biasa — wayar — tetapi melayani proses hiliran yang berbeza sama sekali. Mesin gegelung spring menyalurkan pemasangan spring atau talian rawatan haba; mesin gegelung wayar automatik menyuap gudang barang siap atau kawasan penghantaran. Pengendali latihan silang pada kedua-dua jenis mesin boleh dilakukan tetapi memerlukan masa latihan yang khusus, kerana logik pelarasan, pusat pemeriksaan kualiti dan keutamaan penyelenggaraan berbeza dengan ketara antara keduanya.

TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-13200 、 TK-7230 TK-13200 、 TK-7230 12AXES CNC Spring Coiling Machine ...
Lihat Butiran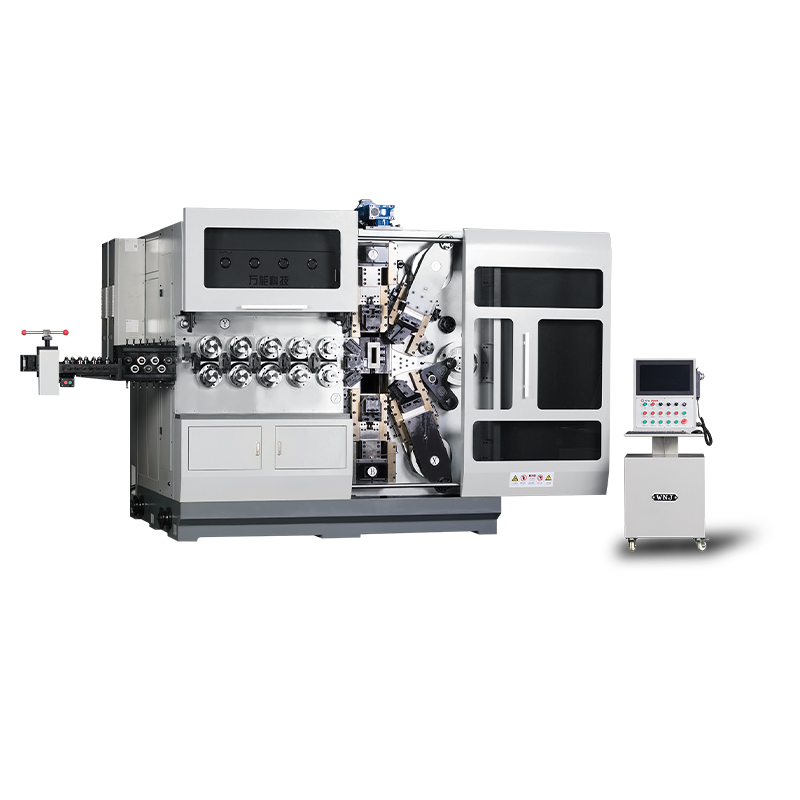
TK12120 TK-12120 12AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-6160 TK-6160 CNC Spring Rolling Machine ...
Lihat Butiran
TK-6120 TK-6120 CNC Spring Rolling Machine ...
Lihat Butiran
TK-5200 TK-5200 5AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-5160 TK-5160 5AXES CNC Spring Coiling Machine ...
Lihat Butiran
TK-5120 TK-5120 5AXES CNC Spring Coiling Machine ...
Lihat ButiranKod QR Mudah Alih

 Bahasa
Bahasa 

